Questões de Concurso
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 638 questões
I. dentro do posto de trabalho. II. em 2 (dois) períodos de 10 (dez) minutos contínuos. III. após os primeiros e antes dos últimos 60 (sessenta) minutos de trabalho em atividade de teleatendimento/ telemarketing.
É correto o que está contido em
I. A principal diferença é que, nos modelos de lote econômico, o gatilho é um evento enquanto nos de revisão periódica é o tempo. II. Nos modelos de lote econômico e nos modelos de reposição periódica, uma ordem é disparada sempre que o nível de estoque chega ao ponto de reposição. III. Os modelos de revisão periódica tendem a ter um estoque médio mais alto, pois eles precisam se proteger de variações da demanda durante os períodos de revisão enquanto que, no Lead Time, os modelos de lote econômico só precisam se proteger das variações no Lead Time.
É correto o que se afirma em
O problema de sequenciar n tarefas em uma máquina quando o tempo de preparação é dependente da sequência pode ser resolvido usando-se o modelo do caixeiro viajante com as seguintes variáveis:
Xij é igual a 1 se a tarefa j sucede a tarefa i; caso contrário, é igual a 0.
sij representa o tempo de preparar a máquina para produzir a tarefa j , quando a última tarefa realizada foi a tarefa i.
sii é um valor bem grande em relação aos demais sij para forçar Xii = 0, tendo em vista que a tarefa i não pode suceder a si própria.
X0 representa o tempo total de preparação.
Para obter a sequência que garanta o maior tempo de execução, a função objetivo deve ser:
O Programa Mestre da Produção (MPS – Master Production Schedule) é obtido utilizando-se o registro básico em forma de tabela, na qual as colunas são as unidades de tempo (semanas), conforme modelo a seguir.
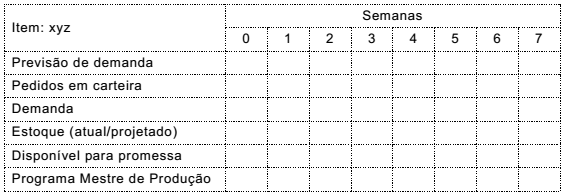
Considerando o modelo apresentado, é correto afirmar:
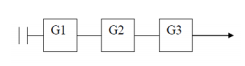
Para fabricar o produto A são necessárias 6 operações sequenciais dispostas em uma linha de montagem temporizada que opera com um tempo de ciclo médio de 30 segundos. Entre as operações, existem duas posições de buffer conforme mostra a figura.
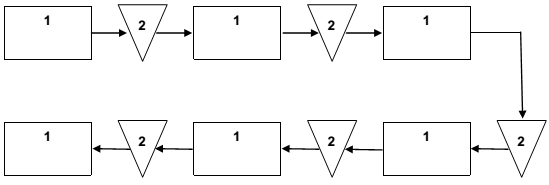
Dadas essas condições simplificadas e considerando que todas as posições sempre estão
ocupadas, é correto afirmar que
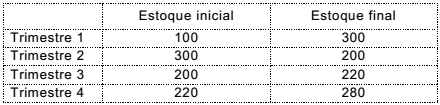
Uma fábrica de montagem de amortecedores para automóveis tem uma jornada de trabalho de 8 horas por dia, 5 dias por semana, 4 semanas por mês. A fábrica tem a capacidade de produzir 100 amortecedores por hora, considerando a capacidade nominal dos equipamentos. O quadro abaixo apresenta a programação de montagem para o próximo mês.

Considerando os dados acima, é correto afirmar:
O estoque médio pode ser calculado de 3 maneiras diferentes: 1) pela expressão teórica Q/2+Es, onde Es é o estoque de segurança; 2) pelo método dos estoques finais do período; 3) pelo método da área.
O quadro a seguir contém dados de movimentação de um estoque de material controlado pelo sistema de reposição contínua (estoque mínimo), na qual o lote de reposição foi fixado em 400 unidades; e o estoque de segurança, em 60 unidades.
Considerando os dados apresentados, é correto afirmar que o estoque médio calculado
Uma peça deve passar por três máquinas (A, B e C), nessa sequência, para ficar pronta. O tempo padrão em cada uma é de: 0,3 minutos em A, 0,5 em B e 0,4 minutos em C.
Dadas essas condições simplificadas, é correto afirmar:
O dono de uma padaria deseja avaliar como o número de semanas afeta a previsão da demanda utilizando a média móvel. Para tanto, registrou a demanda de pão de forma integral nas últimas 9 semanas conforme o quadro.

Considerando a previsão de demanda para as semanas 5 a 10 utilizando a média móvel com
3 e com 4 períodos pode-se afirmar que a previsão da demanda