Questões de Concurso
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 638 questões
Considere os processos da linha de montagem apresentada na figura e os tempos, em minutos, de cada etapa, na tabela a seguir.
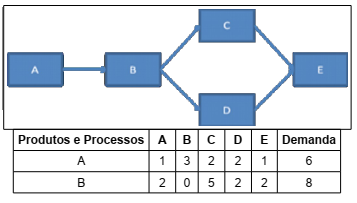
Lembrando que o tempo de ciclo é resultado da divisão
tempo real disponível para a operação do operador pela
demanda, e o número ideal teórico de trabalhadores é calculado
pela divisão do tempo para produzir uma peça na
linha pelo tempo de ciclo. Sabe-se que cada operador
está em operação de fato em 80% do tempo disponível
em cada hora. Para o balanceamento da linha, qual é o
tempo de ciclo e qual é o número ideal teórico de trabalhadores?
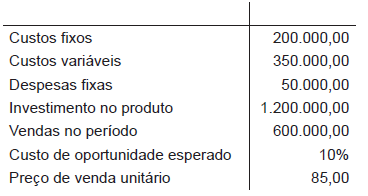
Considerando-se as informações recebidas, a indústria atinge o ponto de equilíbrio econômico (PEE), quando comercializar
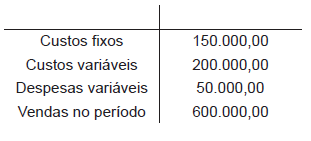
Considerando-se o método de custeio variável, adotado pela indústria e as informações recebidas, o grau de alavancagem operacional desse produto é

Considerando que a empresa opera com sistema de lote fixo de 50 unidades, não pode atrasar suas entregas, e que há uma parada da linha de montagem, com duração de 25h, prevista para a semana 3, verifica-se que o MPS é
Nesse sentido, paradas na linha de produção, descarte de material e retrabalho são exemplos de custos de
Considere a seguinte árvore de estrutura do produto:
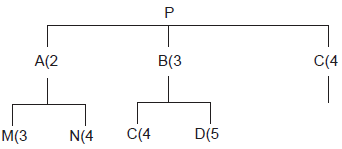
Se 17 P são requeridos, e não há estoque disponível para qualquer item, quantos C serão necessários?
O planejamento agregado é parte integrante do processo de planejamento e controle da produção. Planejar determina o que se pretende que aconteça em algum momento no futuro. Controlar é o processo de se ajustar quando os fatos não acontecem como o esperado.
Qual dos seguintes fatores difere por ocasião do estabelecimento do planejamento agregado em um serviço e em uma manufatura?
O CRP (Capacity Requirements Planning) e o MRP (Material Requirement Planning) são módulos de planejamento e controle da produção de curto prazo do MRP II (Manufacturing Resource Planning).
São requisitos imediatos de entrada para esses módulos:
O departamento de engenharia e manutenção da indústria X está deliberando sobre a política de manutenção de um equipamento considerado recurso crítico para o sistema produtivo. Após análise do manual técnico e de desempenho do equipamento em operação, foi possível identificar que a vibração mecânica é um parâmetro relacionado ao desempenho do equipamento. Dessa forma, a indústria optou por instalar sensores no equipamento, de modo a implementar o método de análise de vibrações.
Esse método é adotado em manutenção do tipo
Um dos métodos utilizados em projetos de postos de trabalho consiste no estudo de movimentos, que contempla o “estudo detalhado dos movimentos de cada mão, seguido por uma detalhada e cuidadosa aplicação dos princípios de economia dos movimentos” (BARNES, 1977, p.87).
A ferramenta que permite visualizar o trabalho em termos de movimentos elementares das mãos é o
Uma das atividades principais na fabricação de pregos para a construção civil é o corte de bobinas de arame. Sabe-se que a empresa X produz pregos para a construção civil, e seu processo encontra-se estatisticamente controlado: o comprimento desses pregos é de 10 cm, e o desvio-padrão é de 0,5 cm. A cada hora o supervisor de qualidade extrai 4 pregos desse processo para elaborar um gráfico de controle.
A partir desse processo amostral, quais os limites superior
e inferior, respectivamente, desse gráfico de controle,
considerando-se que tais limites se encontram 3 desvios-padrão
distantes da média?
A Tabela apresenta cinco tarefas, o tempo necessário para sua execução e seu início e término.

Ao alterar o critério de sequenciamento para o de “menor tempo de operação”, verifica-se que, em relação ao critério PEPS, o tempo total de processo e o tempo médio de processo
A Tabela apresenta cinco tarefas, o tempo necessário para sua execução e seu início e término.
Uma fábrica de pneus, ao utilizar a ferramenta conhecida por Carta de Controle, constata que alguns de seus produtos ultrapassaram o limite superior de controle.
Ao perceber esse fato, o responsável técnico pela verificação decide ir até o seu supervisor e o informa que a ação a ser realizada, com base na informação obtida, é a de:
Analise as afirmativas abaixo sobre tecnologias aplicadas aos processos produtivos:
1. Os sistemas flexíveis de manufatura (FMS) podem ser definidos como uma configuração de estações de trabalho semi-independentes, controlada por computador, conectada por um manuseio de materiais e carregamento de máquinas automatizados. 2. O CIM (Computer Integrated Manufacturing) pode ser definido como o monitoramento e controle baseado em computador de todos os aspectos do processo de manufatura. 3. Os veículos guiados automaticamente (automatically guided vehicles – AGVs) são uma classe de tecnologia que realiza a movimentação de materiais entre operações agregadoras de valor.
Assinale a alternativa que indica todas as afirmativas corretas.
Entre as influências a serem consideradas nesta decisão, é incorreto afirmar: