Questões de Concurso Sobre engenharia de produção
Foram encontradas 2.982 questões
Q3853099
Engenharia de Produção
Uma indústria metalúrgica está avaliando a aquisição de um dos
dois novos sistemas de usinagem, que produzirão uma peça para
a linha de montagem. Para tomar essa decisão, o gestor de
produção e custos precisa analisar o ponto de equilíbrio
econômico de cada equipamento e verificar como eles se adaptam
às ferramentas de Controle Estatístico da Qualidade (CEQ) já
utilizadas na fábrica.
A seguir, tem-se a relação dos custos para os dois sistemas:
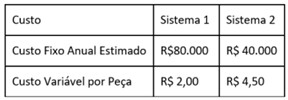
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
A seguir, tem-se a relação dos custos para os dois sistemas:
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
Q3853098
Engenharia de Produção
A gestão estratégica da produção e operações exige que os
gerentes implementem sistemas de planejamento, programação e
controle (PCP) que sejam integrados e alinhados aos objetivos
organizacionais. A escolha de ferramentas e metodologias, como
Lean Manufacturing, Teoria das Restrições (TOC) e as técnicas de
arranjo físico, impacta diretamente a eficiência e a capacidade de
resposta da cadeia de suprimentos.
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Q3853094
Engenharia de Produção
Marcela atua como técnica na Metalúrgica UsinaPrime, sendo
responsável por otimizar a linha de fabricação de engrenagens e
mancais de precisão. Atualmente, a fábrica opera com um arranjo
físico departamental, onde todos os tornos CNC estão em um setor
e todas as retificadoras em outro, resultando em longos tempos
de transporte, filas de espera (alto Estoque em Processo – WIP) e
dificuldade em rastrear o fluxo de produção.
Marcela propõe a transição para um arranjo físico celular, utilizando o agrupamento de máquinas e recursos com base nas famílias de peças, com o objetivo de reduzir o lead time e o WIP. Para que as células funcionem de maneira autônoma, minimizando a movimentação externa, o estudo de fluxo indicou a necessidade de alocar máquinas de diferentes funções (torno, fresa e retífica) dentro da mesma célula, mesmo que algumas máquinas não sejam utilizadas em tempo integral.
Avaliando a transição proposta para o Arranjo Celular e seus desafios estratégicos na Fabricação Mecânica, assinale a opção que representa o principal trade-off e o risco financeiro associado a esta mudança de layout.
Marcela propõe a transição para um arranjo físico celular, utilizando o agrupamento de máquinas e recursos com base nas famílias de peças, com o objetivo de reduzir o lead time e o WIP. Para que as células funcionem de maneira autônoma, minimizando a movimentação externa, o estudo de fluxo indicou a necessidade de alocar máquinas de diferentes funções (torno, fresa e retífica) dentro da mesma célula, mesmo que algumas máquinas não sejam utilizadas em tempo integral.
Avaliando a transição proposta para o Arranjo Celular e seus desafios estratégicos na Fabricação Mecânica, assinale a opção que representa o principal trade-off e o risco financeiro associado a esta mudança de layout.
Q3853093
Engenharia de Produção
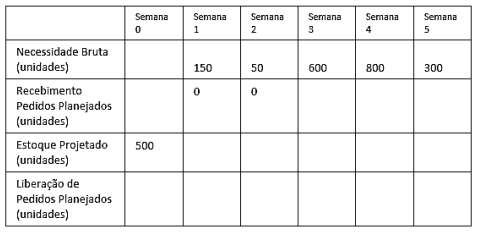
O setor de planejamento e controle da produção (PCP) da
Usinagem Precisa Ltda. preparou uma previsão de utilização de
pinos roscados M10, um componente crítico para a montagem
final de um conjunto mecânico. Os dados de previsão de utilização,
apresentados na tabela a seguir (ainda incompleta), cobrem as
próximas cinco semanas.
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Q3852131
Engenharia de Produção
Sobre gráficos de controle utilizados no CEP (Controle Estatístico
de Processo) é incorreto afirmar que
Q3852130
Engenharia de Produção
Em uma unidade nuclear, a reposição de componentes críticos
deve ser planejada com alta confiabilidade. O estoque de
segurança é estimado considerando a demanda média diária de 20
unidades e um desvio-padrão de 6 unidades/dia.
Para um nível de serviço de 95% (z = 1,65), assinale a opção que apresenta a melhor decisão para representar a lógica da política de reposição.
Para um nível de serviço de 95% (z = 1,65), assinale a opção que apresenta a melhor decisão para representar a lógica da política de reposição.
Q3852129
Engenharia de Produção
Uma empresa de energia solar está ampliando sua estratégia de
desenvolvimento sustentável e implementou quatro iniciativas:
(I) Lançamento de uma nova linha de comunicação verde com foco em educar o cliente sobre redução de carbono e incentivar práticas de uso consciente da energia.
(II) Implantação de um sistema interno de gestão ambiental que reorganiza processos e responsabilidades, visando certificação ISO 14001.
(III) Modernização de uma etapa de produção com tecnologias de menor consumo de água e energia, reduzindo impactos ambientais.
(IV) Desenvolvimento de um novo módulo fotovoltaico com maior eficiência energética e componentes recicláveis.
Com base nas classificações de inovação alinhadas ao desenvolvimento sustentável, a associação correta é
(I) Lançamento de uma nova linha de comunicação verde com foco em educar o cliente sobre redução de carbono e incentivar práticas de uso consciente da energia.
(II) Implantação de um sistema interno de gestão ambiental que reorganiza processos e responsabilidades, visando certificação ISO 14001.
(III) Modernização de uma etapa de produção com tecnologias de menor consumo de água e energia, reduzindo impactos ambientais.
(IV) Desenvolvimento de um novo módulo fotovoltaico com maior eficiência energética e componentes recicláveis.
Com base nas classificações de inovação alinhadas ao desenvolvimento sustentável, a associação correta é
Q3852128
Engenharia de Produção
Uma empresa de tecnologia fabrica dois kits educacionais: Kit A e
Kit B. Cada unidade do Kit A requer 4 horas de montagem e 3 horas
de testes. Cada unidade do Kit B requer 2 horas de montagem e 6
horas de testes. O lucro unitário é de R$ 350 para o Kit A e R$ 480
para o Kit B. A empresa dispõe de, no máximo, 96 horas de
montagem e 120 horas de testes por semana. A demanda do Kit B
está limitada a 10 unidades, enquanto o Kit A não possui limite de
demanda.
Sejam: x =quantidade produzida do Kit A; y =quantidade produzida do Kit B
Assinale a opção que apresenta o modelo de programação linear que representa corretamente o problema de maximização do lucro.
Sejam: x =quantidade produzida do Kit A; y =quantidade produzida do Kit B
Assinale a opção que apresenta o modelo de programação linear que representa corretamente o problema de maximização do lucro.
Q3852127
Engenharia de Produção
Uma empresa industrial deseja melhorar o alinhamento entre
metas, indicadores e iniciativas estratégicas. Para isso, precisa de
uma ferramenta que conecte objetivos em diferentes níveis,
evidencie relações de causa e efeito e apoie a definição de KPIs
coerentes com a estratégia.
A ferramenta que atende melhor a esse propósito é
A ferramenta que atende melhor a esse propósito é
Q3852125
Engenharia de Produção
Uma linha de montagem opera em sistema puxado e utiliza
cartões Kanban para controlar o fluxo de produção. O posto
seguinte consome peças a uma taxa constante de 180 peças por
hora, e o tempo total de reposição — incluindo transporte, espera
e preparação — é de 20 minutos. Cada contêiner possui
capacidade para 15 peças, e não se utiliza fator de segurança
adicional.
Assinale a opção que apresenta corretamente a quantidade mínima de cartões kanban necessária para garantir o fluxo do sistema.
Assinale a opção que apresenta corretamente a quantidade mínima de cartões kanban necessária para garantir o fluxo do sistema.
Q3852122
Engenharia de Produção
Uma fábrica utiliza MRP para planejar um item do subconjunto A.
Para a próxima semana, o planejador identificou:
Necessidade bruta: 220 unidades
Estoque disponível no início da semana: 50 unidades
Recebimento programado durante a semana: 40 unidades
Lote múltiplo de produção: 100 unidades (o pedido deve ser múltiplo de 100)
A quantidade liberada (ordem planejada) pelo MRP é de
Necessidade bruta: 220 unidades
Estoque disponível no início da semana: 50 unidades
Recebimento programado durante a semana: 40 unidades
Lote múltiplo de produção: 100 unidades (o pedido deve ser múltiplo de 100)
A quantidade liberada (ordem planejada) pelo MRP é de
Q3852120
Engenharia de Produção
No contexto da aplicação do QFD ao planejamento do produto,
quatro estágios fundamentais compõem essa fase do processo.
Assinale a opção incorreta em relação a esses estágios.
Assinale a opção incorreta em relação a esses estágios.
Q3852119
Engenharia de Produção
Em um sistema de filas M/M/1, λ = 10/h e μ = 12/h.
O tempo médio no sistema W é
Q3852118
Engenharia de Produção
Uma indústria de bebidas acompanha o desempenho de sua
máquina de envase por meio do indicador OEE. No último turno,
foram registradas as seguintes informações: Tempo disponível no
turno: 440 minutos; paradas não programadas: 60 minutos;
Produção total: 12.600 garrafas; Tempo de ciclo ideal da máquina:
0,02 minuto por garrafa; e Produtos defeituosos: 300 garrafas.
O OEE, em porcentagem, é aproximadamente
O OEE, em porcentagem, é aproximadamente
Q3852117
Engenharia de Produção
Uma indústria de cosméticos utiliza o método de média móvel
ponderada para prever a demanda. A empresa atribui pesos
maiores aos períodos mais recentes para captar melhor as
oscilações do mercado. Os dados dos últimos três meses são:
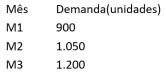
A empresa utiliza os seguintes pesos, do período mais recente para o mais antigo: 0,50 para M3, 0,30 para M2, e 0,20 para M1.
Com base nesse método, a previsão da demanda para o próximo mês (M4) é de
A empresa utiliza os seguintes pesos, do período mais recente para o mais antigo: 0,50 para M3, 0,30 para M2, e 0,20 para M1.
Com base nesse método, a previsão da demanda para o próximo mês (M4) é de
Q3852116
Engenharia de Produção
Uma empresa do setor nuclear precisa estimar a demanda futura
de um novo módulo eletrônico de segurança. Como a decisão
envolve alto risco, a organização busca um método de previsão
que permita reunir especialistas de diferentes áreas, garantir
anonimato nas respostas e possibilitar revisões sucessivas até que
se alcance um consenso técnico.
Nesse contexto, o método de previsão mais adequado é
Nesse contexto, o método de previsão mais adequado é
Q3852115
Engenharia de Produção
Uma indústria têxtil está padronizando o tempo de costura de uma
peça. Após estudo de tempos, foram obtidos: Tempo
cronometrado médio (TC) = 1,20 min; fator de avaliação do ritmo
(V) = 105%; tolerâncias de 10% para fadiga e 5% para necessidades
pessoais.
Considerando que cada turno possui 7 horas efetivas de produção, o número aproximado de peças que podem ser produzidas em um turno é
Considerando que cada turno possui 7 horas efetivas de produção, o número aproximado de peças que podem ser produzidas em um turno é
Q3852114
Engenharia de Produção
Uma fábrica busca reduzir o problema de peças fora de
especificação. Para priorizar e analisar as causas, a equipe utilizou
diferentes Ferramentas da Qualidade. Analise os itens a seguir:
I. O Diagrama de Pareto identificou que os defeitos dimensionais representavam 70% do total.
II. O Diagrama de Causa e Efeito foi empregado para organizar possíveis causas, incluindo falha de calibração na categoria Medida.
III. O Histograma foi usado para relacionar a dimensão da peça com o tempo de uso da máquina.
IV. Para analisar a distribuição dos pesos das peças, utilizou-se o Diagrama de Dispersão.
Está correto o que se afirma em
I. O Diagrama de Pareto identificou que os defeitos dimensionais representavam 70% do total.
II. O Diagrama de Causa e Efeito foi empregado para organizar possíveis causas, incluindo falha de calibração na categoria Medida.
III. O Histograma foi usado para relacionar a dimensão da peça com o tempo de uso da máquina.
IV. Para analisar a distribuição dos pesos das peças, utilizou-se o Diagrama de Dispersão.
Está correto o que se afirma em
Q3852113
Engenharia de Produção
Uma planta industrial ligada ao setor nuclear avalia o desempenho
de um compressor responsável pelo suporte a sistemas críticos de
ventilação e contenção. Os registros históricos mostram que o
Tempo Médio Entre Falhas (TMEF) é de 120 horas, enquanto o
Tempo Médio de Reparo (TMPR) é de 8 horas.
Considerando o conceito de Disponibilidade Inerente, assinale a opção que apresenta corretamente o valor aproximado desse indicador.
Considerando o conceito de Disponibilidade Inerente, assinale a opção que apresenta corretamente o valor aproximado desse indicador.
Q3852112
Engenharia de Produção
Um Engenheiro de Qualidade em uma indústria de autopeças
monitora a rugosidade superficial de um componente. Após coleta
de dados, os gráficos de controle X̄e R mostram que nenhum
ponto ultrapassou os limites superior e inferior de controle, nem
houve sequências anormais que indiquem causas especiais. Os
Limites de Especificação definidos pelo cliente são LSE = 3,5 µm e
LIE = 2,5 µm e a análise de capacidade revelou os seguintes índices:
Cp = 0,85 e Cpk = 0,80.
Diante desses resultados, o diagnóstico é de um processo:
Diante desses resultados, o diagnóstico é de um processo: