Questões de Concurso
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 638 questões
Q3950810
Engenharia de Produção
Independentemente de a abordagem de carregamento ser finita ou infinita na
programação e no controle da produção e de materiais, quando o trabalho chega a uma operação, é
necessário decidir a ordem em que as tarefas serão executadas. Essa atividade é denominada
sequenciamento, sendo normalmente definida por regras de prioridade previamente estabelecidas.
Com base nas regras de sequenciamento das operações, assinale a alternativa correta.
Q3950809
Engenharia de Produção
Em um hospital, o fluxo de atendimento de pacientes em um centro cirúrgico pode
ser modelado como um processo com capacidade limitada em alguns pontos. A teoria das
restrições (TOC), por meio do conceito tambor–pulmão–corda, é frequentemente aplicada para
melhorar o desempenho de sistemas e evitar ociosidade do recurso mais crítico. Considerando esse
conceito, assinale a alternativa correta.
Q3950808
Engenharia de Produção
O processo de gestão da capacidade envolve a tomada de decisões com base na
análise da demanda e da capacidade disponíveis. A partir de uma previsão de demanda
frequentemente incerta, os gestores devem seguir um conjunto de etapas estruturadas para planejar
e ajustar a capacidade operacional (Slack, Brandon-Jones e Johnson, 2018). Enumere as etapas de
gestão da capacidade de acordo com a ordem correta.
( ) Identificar políticas alternativas de capacidade.
( ) Medir a demanda e a capacidade agregadas.
( ) Determinar o nível básico de capacidade.
( ) Compreender as consequências das decisões de capacidade.
A ordem correta de preenchimento dos parênteses, de cima para baixo, é:
( ) Identificar políticas alternativas de capacidade.
( ) Medir a demanda e a capacidade agregadas.
( ) Determinar o nível básico de capacidade.
( ) Compreender as consequências das decisões de capacidade.
A ordem correta de preenchimento dos parênteses, de cima para baixo, é:
Q3950803
Engenharia de Produção
O ponto de reposição indica o nível de estoque a partir do qual deve ser realizado um
novo pedido, de modo a garantir a disponibilidade de materiais durante o prazo de reposição. Como
existe um intervalo entre a solicitação e a chegada efetiva dos itens, é necessário antecipar a demanda
que ocorrerá nesse período. As seguintes informações devem ser levadas em consideração: a
utilização por um hospital de um determinado material médico descartável cuja taxa de consumo é
750 unidades por ano, um ano com 52 semanas e o prazo de reposição do fornecedor de 2,5 semanas.
Qual é o ponto de reposição desse material analisado (em unidades)?
Ano: 2026
Banca:
FCPC
Órgão:
UFCA
Prova:
FCPC - 2026 - UFCA - Técnico de Laboratório / Área: Joias |
Q3926243
Engenharia de Produção
Quais as etapas do processo de fabricação de
uma anel simples?
Ano: 2026
Banca:
FCPC
Órgão:
UFC
Prova:
FCPC - 2026 - UFC - Técnico de Laboratório / Área: Gestão da Produção |
Q3900175
Engenharia de Produção
A partir dos dados da previsão de demanda, dois importantes estudos podem ser desenvolvidos
dentro do planejamento e controle da produção e que podem ser apoiados por jogos
computacionais, como disponibilizados no livro Planejamento e Controle da Produção: Teoria e
Prática. Marque a alternativa que descreve corretamente esses dois estudos.
Q3853100
Engenharia de Produção
Ana Clara é responsável por reestruturar o sistema de produção
de uma metalúrgica que fabrica componentes altamente
especializados, como eixos e flanges, em pequenas e médias
quantidades. Essa operação exige o controle simultâneo de
diversas Ordens de Fabricação (OFs) e a constante reprogramação
dos Centros de Usinagem CNC, o que resulta em um ambiente
produtivo complexo e em um fluxo de informações fortemente
dependente de documentos técnicos específicos de cada OF.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
Q3853098
Engenharia de Produção
A gestão estratégica da produção e operações exige que os
gerentes implementem sistemas de planejamento, programação e
controle (PCP) que sejam integrados e alinhados aos objetivos
organizacionais. A escolha de ferramentas e metodologias, como
Lean Manufacturing, Teoria das Restrições (TOC) e as técnicas de
arranjo físico, impacta diretamente a eficiência e a capacidade de
resposta da cadeia de suprimentos.
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Q3853093
Engenharia de Produção
O setor de planejamento e controle da produção (PCP) da
Usinagem Precisa Ltda. preparou uma previsão de utilização de
pinos roscados M10, um componente crítico para a montagem
final de um conjunto mecânico. Os dados de previsão de utilização,
apresentados na tabela a seguir (ainda incompleta), cobrem as
próximas cinco semanas.
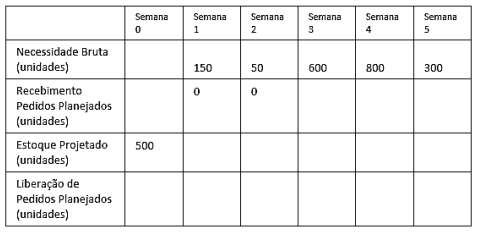
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Q3852130
Engenharia de Produção
Em uma unidade nuclear, a reposição de componentes críticos
deve ser planejada com alta confiabilidade. O estoque de
segurança é estimado considerando a demanda média diária de 20
unidades e um desvio-padrão de 6 unidades/dia.
Para um nível de serviço de 95% (z = 1,65), assinale a opção que apresenta a melhor decisão para representar a lógica da política de reposição.
Para um nível de serviço de 95% (z = 1,65), assinale a opção que apresenta a melhor decisão para representar a lógica da política de reposição.
Q3852128
Engenharia de Produção
Uma empresa de tecnologia fabrica dois kits educacionais: Kit A e
Kit B. Cada unidade do Kit A requer 4 horas de montagem e 3 horas
de testes. Cada unidade do Kit B requer 2 horas de montagem e 6
horas de testes. O lucro unitário é de R$ 350 para o Kit A e R$ 480
para o Kit B. A empresa dispõe de, no máximo, 96 horas de
montagem e 120 horas de testes por semana. A demanda do Kit B
está limitada a 10 unidades, enquanto o Kit A não possui limite de
demanda.
Sejam: x =quantidade produzida do Kit A; y =quantidade produzida do Kit B
Assinale a opção que apresenta o modelo de programação linear que representa corretamente o problema de maximização do lucro.
Sejam: x =quantidade produzida do Kit A; y =quantidade produzida do Kit B
Assinale a opção que apresenta o modelo de programação linear que representa corretamente o problema de maximização do lucro.
Q3852125
Engenharia de Produção
Uma linha de montagem opera em sistema puxado e utiliza
cartões Kanban para controlar o fluxo de produção. O posto
seguinte consome peças a uma taxa constante de 180 peças por
hora, e o tempo total de reposição — incluindo transporte, espera
e preparação — é de 20 minutos. Cada contêiner possui
capacidade para 15 peças, e não se utiliza fator de segurança
adicional.
Assinale a opção que apresenta corretamente a quantidade mínima de cartões kanban necessária para garantir o fluxo do sistema.
Assinale a opção que apresenta corretamente a quantidade mínima de cartões kanban necessária para garantir o fluxo do sistema.
Q3852122
Engenharia de Produção
Uma fábrica utiliza MRP para planejar um item do subconjunto A.
Para a próxima semana, o planejador identificou:
Necessidade bruta: 220 unidades
Estoque disponível no início da semana: 50 unidades
Recebimento programado durante a semana: 40 unidades
Lote múltiplo de produção: 100 unidades (o pedido deve ser múltiplo de 100)
A quantidade liberada (ordem planejada) pelo MRP é de
Necessidade bruta: 220 unidades
Estoque disponível no início da semana: 50 unidades
Recebimento programado durante a semana: 40 unidades
Lote múltiplo de produção: 100 unidades (o pedido deve ser múltiplo de 100)
A quantidade liberada (ordem planejada) pelo MRP é de
Q3852117
Engenharia de Produção
Uma indústria de cosméticos utiliza o método de média móvel
ponderada para prever a demanda. A empresa atribui pesos
maiores aos períodos mais recentes para captar melhor as
oscilações do mercado. Os dados dos últimos três meses são:
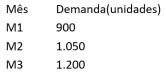
A empresa utiliza os seguintes pesos, do período mais recente para o mais antigo: 0,50 para M3, 0,30 para M2, e 0,20 para M1.
Com base nesse método, a previsão da demanda para o próximo mês (M4) é de
A empresa utiliza os seguintes pesos, do período mais recente para o mais antigo: 0,50 para M3, 0,30 para M2, e 0,20 para M1.
Com base nesse método, a previsão da demanda para o próximo mês (M4) é de
Q3852116
Engenharia de Produção
Uma empresa do setor nuclear precisa estimar a demanda futura
de um novo módulo eletrônico de segurança. Como a decisão
envolve alto risco, a organização busca um método de previsão
que permita reunir especialistas de diferentes áreas, garantir
anonimato nas respostas e possibilitar revisões sucessivas até que
se alcance um consenso técnico.
Nesse contexto, o método de previsão mais adequado é
Nesse contexto, o método de previsão mais adequado é
Q3852115
Engenharia de Produção
Uma indústria têxtil está padronizando o tempo de costura de uma
peça. Após estudo de tempos, foram obtidos: Tempo
cronometrado médio (TC) = 1,20 min; fator de avaliação do ritmo
(V) = 105%; tolerâncias de 10% para fadiga e 5% para necessidades
pessoais.
Considerando que cada turno possui 7 horas efetivas de produção, o número aproximado de peças que podem ser produzidas em um turno é
Considerando que cada turno possui 7 horas efetivas de produção, o número aproximado de peças que podem ser produzidas em um turno é
Q3852105
Engenharia de Produção
Em uma linha de produção, o tempo de ciclo é de 3 minutos por
unidade. O processo gargalo possui uma capacidade produtiva de
15 unidades por hora.
Considerando que o tempo disponível de trabalho é de 60 minutos por hora, determine a eficiência máxima da linha de produção, em percentual.
Considerando que o tempo disponível de trabalho é de 60 minutos por hora, determine a eficiência máxima da linha de produção, em percentual.
Q3852103
Engenharia de Produção
Uma empresa de alimentos realiza pedidos periódicos de
embalagens para o envase de seus produtos. A demanda anual é
de 1.800 unidades, o custo por pedido é de R$ 50,00, e o custo de
manutenção unitário anual é de R$ 2,00 por unidade. Assinale a
opção que apresenta o valor do lote econômico de compra (LEC)
desse item, em unidades.
Ano: 2025
Banca:
Instituto Avalia
Órgão:
Prefeitura de Porto Alegre - RS
Prova:
Instituto Avalia - 2025 - Prefeitura de Porto Alegre - RS - Engenheiro Civil |
Q4135639
Engenharia de Produção
Uma indústria fabrica um único produto sob contrato e
registrou, durante o primeiro semestre de 2025, a
capacidade mensal de produção e a demanda mensal (em
unidades), conforme o gráfico a seguir.
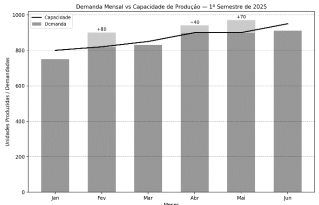
Para cada unidade produzida e vendida, a indústria obtém, após dedução de impostos e custos, lucro líquido de R$ 100. Caso a demanda ultrapasse a capacidade mensal, a indústria pode produzir além da capacidade máxima até o total da demanda do mês, sem outro limite operacional, mediante pagamento de um valor constante de R$ 60 adicionais por unidade extra produzida (distribuídos entre hora extra e custos logísticos). Se optar por não produzir além da capacidade, a indústria sofrerá R$120 de perda líquida por unidade não atendida (multa contratual e perda de receita). Considerando-se que os dados apresentados no gráfico são valores exatos, e com base nas informações anteriores, em quais meses a decisão mais vantajosa financeiramente é produzir além da capacidade para atender a toda a demanda?
Para cada unidade produzida e vendida, a indústria obtém, após dedução de impostos e custos, lucro líquido de R$ 100. Caso a demanda ultrapasse a capacidade mensal, a indústria pode produzir além da capacidade máxima até o total da demanda do mês, sem outro limite operacional, mediante pagamento de um valor constante de R$ 60 adicionais por unidade extra produzida (distribuídos entre hora extra e custos logísticos). Se optar por não produzir além da capacidade, a indústria sofrerá R$120 de perda líquida por unidade não atendida (multa contratual e perda de receita). Considerando-se que os dados apresentados no gráfico são valores exatos, e com base nas informações anteriores, em quais meses a decisão mais vantajosa financeiramente é produzir além da capacidade para atender a toda a demanda?
Ano: 2025
Banca:
INSTITUTO AOCP
Órgão:
SEDUC-RS
Prova:
INSTITUTO AOCP - 2025 - SEDUC-RS - Professor - Administração |
Q4106620
Engenharia de Produção
As técnicas de planejamento e controle da
produção (PCP) são essenciais para a eficiência
dos processos produtivos. Entre as técnicas mais
difundidas, estão o MRP (Material Requirements
Planning) e o Just in Time (JIT), que possuem
finalidades, lógicas e aplicações distintas. Sobre
essas técnicas, assinale a alternativa correta.