Selecionar segmento
Estude com questões de diferentes segmentos
Atenção: Isso limpará todos os campos já preenchidos no filtro!
Foram encontradas 3.955 questões
Resolva questões gratuitamente!
Junte-se a mais de 4 milhões de concurseiros!
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539956
Engenharia de Produção
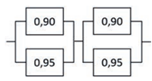
Um engenheiro está analisando a confiabilidade de um processo. Os seus componentes estão interligados de
modo que formam um sistema misto (série e paralelo). Foram realizadas medições de confiabilidade
individuais dos componentes, apresentadas no diagrama abaixo:
Considerando o conceito de confiabilidade de sistemas, bem como as informações apresentadas, analise as seguintes afirmações:
I - A confiabilidade de um sistema em série nunca será maior do que a confiabilidade do componente menos confiável.
II - Se considerarmos dois sistemas independentes, um em série e outro em paralelo, em que cada um dos dois sistemas possui dois componentes, e se cada um destes componentes tiver a mesma confiabilidade individual, a confiabilidade do sistema em série será maior do que a confiabilidade do sistema em paralelo.
III - A confiabilidade de um sistema depende da forma como seus componentes estão arranjados — quanto menor for a dependência entre os componentes, maior será a confiabilidade do sistema.
IV - A confiabilidade do sistema apresentado na figura é de aproximadamente 0,99.
V - A confiabilidade do sistema apresentado na figura é de aproximadamente 0,73.
Somente está CORRETO o que se afirma em:
Considerando o conceito de confiabilidade de sistemas, bem como as informações apresentadas, analise as seguintes afirmações:
I - A confiabilidade de um sistema em série nunca será maior do que a confiabilidade do componente menos confiável.
II - Se considerarmos dois sistemas independentes, um em série e outro em paralelo, em que cada um dos dois sistemas possui dois componentes, e se cada um destes componentes tiver a mesma confiabilidade individual, a confiabilidade do sistema em série será maior do que a confiabilidade do sistema em paralelo.
III - A confiabilidade de um sistema depende da forma como seus componentes estão arranjados — quanto menor for a dependência entre os componentes, maior será a confiabilidade do sistema.
IV - A confiabilidade do sistema apresentado na figura é de aproximadamente 0,99.
V - A confiabilidade do sistema apresentado na figura é de aproximadamente 0,73.
Somente está CORRETO o que se afirma em:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539955
Engenharia de Produção
Um engenheiro de produção decide calcular a previsão de demanda pela média móvel ponderada
considerando a demanda real dos três meses anteriores. Em uma reunião entre a diretoria e a equipe de
vendas, foi constatado que a influência destes períodos para definição dos pesos das previsões é de 20%,
30% e 50% para os últimos três meses, respectivamente. Os dados das demandas reais dos últimos três
períodos, em unidades, são:
• Janeiro: 600 unidades.
• Fevereiro: 500 unidades.
• Março: 700 unidades.
Com base nessas informações, a previsão de demanda para o quarto período (mês de abril) é de:
• Janeiro: 600 unidades.
• Fevereiro: 500 unidades.
• Março: 700 unidades.
Com base nessas informações, a previsão de demanda para o quarto período (mês de abril) é de:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539954
Logística
A formação de preços é um aspecto estratégico importante, que tem impacto direto sobre as operações
logísticas. Os termos e condições da formação de preços determinam qual das partes é responsável pela realização de atividades logísticas. Uma grande tendência na estratégia de preços tem sido a desvinculação
do preço de produtos e materiais para que serviços como transportes, que eram tradicionalmente incluídos
no preço, se tornem itens separados e visíveis. As práticas de formação de preços têm impacto direto sobre
a programação e a estabilidade das operações logísticas (BOWERSOX, 2014, p. 222).
(BOWERSOX, Donald J.; CLOSS, David J.; COOPER, M B.; et al. Gestão logística da cadeia de suprimentos. – 4. ed. – Dados eletrônicos. – Porto Alegre : AMGH, 2014, p. 222)
Considerando o conceito de preço na origem e preço na entrega, relacione esses conceitos com as suas respectivas descrições, apresentadas a seguir:
I - FOB (Free on Board)
II - CIF (Cost Insurance and Freight)
X - Significa que o vendedor estabelece um preço que inclui o transporte. Em outras palavras, o custo de transportes não é especificado como um item separado. Todo o transporte da mercadoria, incluindo os custos e riscos, é de total responsabilidade do vendedor.
Y - Significa que o comprador é responsável pelo custo do frete e pelo risco enquanto o produto estiver em trânsito. Sendo assim, qualquer alteração no fracionamento do peso que necessite um método de carregamento com tempo de trânsito diferente deve ser considerada, sendo o custo ou as economias adicionais relevantes na análise do custo total.
(BOWERSOX, Donald J.; CLOSS, David J.; COOPER, M B.; et al. Gestão logística da cadeia de suprimentos. – 4. ed. – Dados eletrônicos. – Porto Alegre : AMGH, 2014, p. 222)
Considerando o conceito de preço na origem e preço na entrega, relacione esses conceitos com as suas respectivas descrições, apresentadas a seguir:
I - FOB (Free on Board)
II - CIF (Cost Insurance and Freight)
X - Significa que o vendedor estabelece um preço que inclui o transporte. Em outras palavras, o custo de transportes não é especificado como um item separado. Todo o transporte da mercadoria, incluindo os custos e riscos, é de total responsabilidade do vendedor.
Y - Significa que o comprador é responsável pelo custo do frete e pelo risco enquanto o produto estiver em trânsito. Sendo assim, qualquer alteração no fracionamento do peso que necessite um método de carregamento com tempo de trânsito diferente deve ser considerada, sendo o custo ou as economias adicionais relevantes na análise do custo total.
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539953
Gerência de Projetos
É solicitado a um engenheiro de produção gerenciar as etapas de instalação de uma nova centrífuga no
setor pelo qual é responsável. O engenheiro avalia que a instalação do equipamento será melhor realizada
se fizer a programação de suas etapas de acordo com a técnica PERT/CPM. Ele identificou 8 etapas e 10
atividades (A a J) necessárias para execução do projeto. Na figura abaixo, é apresentada a rede PERT/CPM
do projeto com as atividades, suas durações, bem como cada uma de suas atividades precedentes.
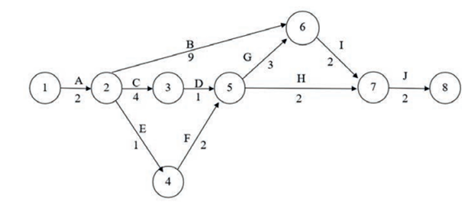
Considerando que o engenheiro não pode atrasar a instalação da centrífuga, ele necessita saber o caminho crítico com base na sequência de atividades. Assim, identifique qual sequência de atividades configura o caminho crítico para que o engenheiro consiga direcionar maiores esforços e não deixar atrasar o projeto da instalação do equipamento:
Considerando que o engenheiro não pode atrasar a instalação da centrífuga, ele necessita saber o caminho crítico com base na sequência de atividades. Assim, identifique qual sequência de atividades configura o caminho crítico para que o engenheiro consiga direcionar maiores esforços e não deixar atrasar o projeto da instalação do equipamento:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539952
Engenharia de Produção
O Diagrama de Causa e Efeito foi criado por Kaoru Ishikawa na Universidade de Tóquio em 1943 para uso
pelos Círculos de Controle da Qualidade (CCQs). Este diagrama é considerado uma das 7 ferramentas básicas
da qualidade, sendo esta uma poderosa ferramenta para identificar as causas potenciais que contribuem
para um efeito ou problema determinado.
Em relação ao diagrama de Ishikawa, considere as seguintes afirmações:
I - O diagrama de Ishikawa frequentemente é utilizado em etapas ou fases do ciclo PDCA, MASP, DMAIC, entre outros.
II - Para construção do diagrama de Ishikawa, as causas potenciais, obrigatoriamente, devem ser comprovadas através de uma correlação direta, utilizando-se análise estatística.
III - A utilização do brainstorming não é recomendada como auxílio para construção do diagrama de Ishikawa, pois é muito subjetiva, o que levaria a erros de julgamento pela equipe executora da análise.
IV - Um dois oito passos para construção do diagrama, proposto por Kaoru Ishikawa, é colocar o efeito/ problema na parte direita do diagrama, da forma mais clara possível, e desenhar uma seta horizontal que aponte para ele.
V - Em sua construção, devem-se escrever as causas secundárias em “galhos” do galho principal que lhes correspondam. O processo continua descendo a níveis inferiores (terceiro nível, quarto nível, quinto nível etc.), até que se encontrem todas as causas mais prováveis.
Somente está CORRETO o que se afirma em:
I - O diagrama de Ishikawa frequentemente é utilizado em etapas ou fases do ciclo PDCA, MASP, DMAIC, entre outros.
II - Para construção do diagrama de Ishikawa, as causas potenciais, obrigatoriamente, devem ser comprovadas através de uma correlação direta, utilizando-se análise estatística.
III - A utilização do brainstorming não é recomendada como auxílio para construção do diagrama de Ishikawa, pois é muito subjetiva, o que levaria a erros de julgamento pela equipe executora da análise.
IV - Um dois oito passos para construção do diagrama, proposto por Kaoru Ishikawa, é colocar o efeito/ problema na parte direita do diagrama, da forma mais clara possível, e desenhar uma seta horizontal que aponte para ele.
V - Em sua construção, devem-se escrever as causas secundárias em “galhos” do galho principal que lhes correspondam. O processo continua descendo a níveis inferiores (terceiro nível, quarto nível, quinto nível etc.), até que se encontrem todas as causas mais prováveis.
Somente está CORRETO o que se afirma em:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539951
Engenharia de Produção
A avaliação de padrões em gráficos de controle é muito importante na análise do controle estatístico
da qualidade. Um gráfico de controle pode indicar uma condição fora de controle quando um ou mais
pontos se localizam além dos limites de controle, ou quando os pontos marcados exibem algum padrão de
comportamento não aleatório. O Statistical Quality Control Handbook (Manual do Controle Estatístico da
Qualidade) (1956) da Western Electric sugere um conjunto de regras de decisão para a detecção de padrões
não aleatórios em gráficos de controle (MONTGOMERY, 2016, p. 139).
(MONTGOMERY, Douglas C. Introdução ao Controle Estatístico da Qualidade, 7ª edição. Grupo GEN, 2016, p. 139)
Montgomery (2016) apresenta 10 regras que complementam as regras da Western Electric. Considerando estas regras analise o gráfico de controle de x (x barra) a seguir e considere as afirmações:
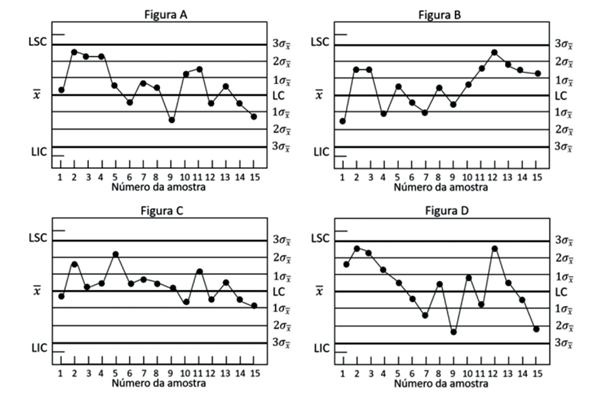
I - Todas as figuras apresentam processo considerado como fora de controle.
II - A figura A apresenta processo dentro de controle, pois, apesar de apresentar dois ou três pontos consecutivos fora dos limites de alerta dois sigmas, estes ainda estão dentro do limite superior de controle.
III - A figura B apresenta processo fora de controle, pois apresenta quatro ou cinco pontos consecutivos além dos limites de um sigma.
IV - Segundo estas regras, a figura C apresenta processo dentro de controle.
V - A figura D apresenta processo considerado fora de controle, pois apresenta seis ou mais pontos em uma sequência decrescente.
Somente está CORRETO o que se afirma em:
(MONTGOMERY, Douglas C. Introdução ao Controle Estatístico da Qualidade, 7ª edição. Grupo GEN, 2016, p. 139)
Montgomery (2016) apresenta 10 regras que complementam as regras da Western Electric. Considerando estas regras analise o gráfico de controle de x (x barra) a seguir e considere as afirmações:
I - Todas as figuras apresentam processo considerado como fora de controle.
II - A figura A apresenta processo dentro de controle, pois, apesar de apresentar dois ou três pontos consecutivos fora dos limites de alerta dois sigmas, estes ainda estão dentro do limite superior de controle.
III - A figura B apresenta processo fora de controle, pois apresenta quatro ou cinco pontos consecutivos além dos limites de um sigma.
IV - Segundo estas regras, a figura C apresenta processo dentro de controle.
V - A figura D apresenta processo considerado fora de controle, pois apresenta seis ou mais pontos em uma sequência decrescente.
Somente está CORRETO o que se afirma em:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539950
Engenharia de Produção
De acordo com Corrêa et al. (2018), a técnica ABC é uma forma de classificarmos todos os itens de estoque
de determinado sistema de operações em três grupos, baseados em seu valor total anual de uso. O objetivo é definirmos grupos para os quais diferentes sistemas de controle de estoque serão mais apropriados,
resultando em um sistema total mais eficiente em custos.
(CORRÊA, Henrique L.; GIANESI, Irineu Gustavo N.; CAON, Mauro. Planejamento, Programação e Controle da Produção - MRP II / ERP, 6ª edição. Grupo GEN, 2018. p. 69)
Considerando o conceito da curva ABC e observando o gráfico abaixo, considere as afirmações:
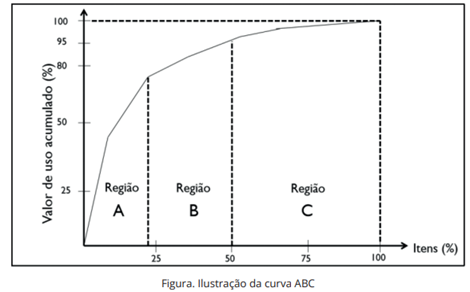
I - A curva ABC segue o mesmo princípio do Diagrama de Pareto, obedecendo à relação aproximada 80- 20.
II - Na região C, ficam situados os produtos com alto valor e alta taxa de utilização ou demanda.
III - Na região classificada como A, poucos itens são responsáveis por grande parte do valor de uso total. Logo, estes deveriam ser os itens a merecerem maior atenção gerencial, para os quais vale mais a pena manter controles de estoque mais precisos e rigorosos.
IV - Considerando que o objetivo da curva ABC é definir grupos para os quais diferentes sistemas de controle serão mais apropriados, podemos dizer que o sistema de revisão periódica (sistema mais simples, barato e menos rigoroso) poderia ser uma alternativa para controle de itens mais à esquerda da curva ABC. Já o sistema de ponto de reposição (sistema de custo operacional mais alto e mais “rigoroso”) poderia ser uma alternativa para gerenciar itens mais mais à direita da curva.
V - Na curva ABC, em abscissas, temos os itens ordenados da esquerda para a direita, da maior para a menor porcentagem de investimento que representam. A porcentagem acumulada do investimento é colocada em ordenadas.
Somente está CORRETO o que se afirma em:
(CORRÊA, Henrique L.; GIANESI, Irineu Gustavo N.; CAON, Mauro. Planejamento, Programação e Controle da Produção - MRP II / ERP, 6ª edição. Grupo GEN, 2018. p. 69)
Considerando o conceito da curva ABC e observando o gráfico abaixo, considere as afirmações:
I - A curva ABC segue o mesmo princípio do Diagrama de Pareto, obedecendo à relação aproximada 80- 20.
II - Na região C, ficam situados os produtos com alto valor e alta taxa de utilização ou demanda.
III - Na região classificada como A, poucos itens são responsáveis por grande parte do valor de uso total. Logo, estes deveriam ser os itens a merecerem maior atenção gerencial, para os quais vale mais a pena manter controles de estoque mais precisos e rigorosos.
IV - Considerando que o objetivo da curva ABC é definir grupos para os quais diferentes sistemas de controle serão mais apropriados, podemos dizer que o sistema de revisão periódica (sistema mais simples, barato e menos rigoroso) poderia ser uma alternativa para controle de itens mais à esquerda da curva ABC. Já o sistema de ponto de reposição (sistema de custo operacional mais alto e mais “rigoroso”) poderia ser uma alternativa para gerenciar itens mais mais à direita da curva.
V - Na curva ABC, em abscissas, temos os itens ordenados da esquerda para a direita, da maior para a menor porcentagem de investimento que representam. A porcentagem acumulada do investimento é colocada em ordenadas.
Somente está CORRETO o que se afirma em:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539949
Engenharia de Produção
O Lote Econômico de Compra (LEC) é utilizado como recurso de um sistema de controle de estoques de
demanda independente. Considerando o conceito do lote econômico de compra e desconsiderando a
sensibilidade do custo total anual, analise a tabela e o gráfico a seguir e considere as afirmações:
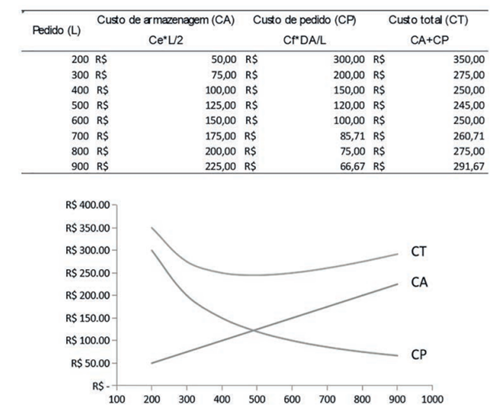
I - O tamanho do lote que deve ser adquirido é de 200 unidades, pois é aquele que leva ao menor custo de armazenagem (CA).
II - O tamanho do lote que deve ser adquirido é de 500 unidades, pois é aquele que leva ao menor custo total (CT).
III - O tamanho do lote que deve ser adquirido é aquele em que o custo de armazenagem se iguala ao custo de pedido, sendo esta a quantidade que minimiza os custos totais.
IV - Analisando a tabela e o gráfico, o tamanho do lote que deve ser adquirido está entre 400 e 500 unidades.
V - Analisando a tabela e o gráfico, o tamanho do lote que deve ser adquirido está entre 500 e 600 unidades ou entre 400 e 500 unidades, pois em qualquer um destes valores de tamanho de lote o custo total será mínimo.
Somente está correto o que se afirma em:
I - O tamanho do lote que deve ser adquirido é de 200 unidades, pois é aquele que leva ao menor custo de armazenagem (CA).
II - O tamanho do lote que deve ser adquirido é de 500 unidades, pois é aquele que leva ao menor custo total (CT).
III - O tamanho do lote que deve ser adquirido é aquele em que o custo de armazenagem se iguala ao custo de pedido, sendo esta a quantidade que minimiza os custos totais.
IV - Analisando a tabela e o gráfico, o tamanho do lote que deve ser adquirido está entre 400 e 500 unidades.
V - Analisando a tabela e o gráfico, o tamanho do lote que deve ser adquirido está entre 500 e 600 unidades ou entre 400 e 500 unidades, pois em qualquer um destes valores de tamanho de lote o custo total será mínimo.
Somente está correto o que se afirma em:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539948
Matemática Financeira
Ao passar no vestibular, João pediu um empréstimo ao tio para arcar com os gastos durante o curso de
Engenharia de Produção. O tio emprestou mensalmente $500 durante cinco anos e cobrou 0,5% ao mês.
Qual valor João (agora engenheiro) deve ao tio no final de cinco anos?
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539947
Engenharia de Produção
Julgue como verdadeiras (V) ou falsas (F) cada uma das afirmações a seguir sobre a fila em um sistema de
filas.
I - Fila é onde clientes aguardam no sistema de filas até que seu atendimento seja concluído.
II - Modelos de filas supõem, convencionalmente, que a fila seja capaz de reter apenas um número limitado de clientes.
III - A disciplina de filas mais comum é aquela na qual os primeiros que chegam são os primeiros a ser atendidos.
IV - Para um modelo de fila do tipo M/M/1, o tempo médio de espera no sistema é calculado por W= Wq +1/µ; onde Wq é o tempo médio de espera na fila, e 1/µ é o tempo médio de serviço.
V - Para um modelo de fila do tipo M/M/1, λ representa a taxa de chegada (número médio de clientes que chegam por unidade de tempo), e 1/λ o intervalo médio entre duas chegadas consecutivas, respectivamente.
Assinale a alternativa que apresenta a sequência CORRETA.
I - Fila é onde clientes aguardam no sistema de filas até que seu atendimento seja concluído.
II - Modelos de filas supõem, convencionalmente, que a fila seja capaz de reter apenas um número limitado de clientes.
III - A disciplina de filas mais comum é aquela na qual os primeiros que chegam são os primeiros a ser atendidos.
IV - Para um modelo de fila do tipo M/M/1, o tempo médio de espera no sistema é calculado por W= Wq +1/µ; onde Wq é o tempo médio de espera na fila, e 1/µ é o tempo médio de serviço.
V - Para um modelo de fila do tipo M/M/1, λ representa a taxa de chegada (número médio de clientes que chegam por unidade de tempo), e 1/λ o intervalo médio entre duas chegadas consecutivas, respectivamente.
Assinale a alternativa que apresenta a sequência CORRETA.
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539946
Engenharia de Produção
A Cia. Ferrugem deseja misturar uma nova liga composta de 40% de estanho, 35% de zinco e 25% de chumbo
a partir de diversas ligas disponíveis com as seguintes propriedades:
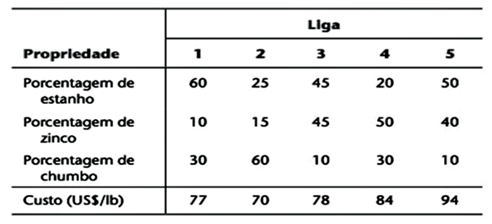
O objetivo é determinar as proporções dessas ligas que devem ser misturadas para produzir a nova liga a um custo mínimo. O modelo de programação linear para este problema é:
O objetivo é determinar as proporções dessas ligas que devem ser misturadas para produzir a nova liga a um custo mínimo. O modelo de programação linear para este problema é:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539945
Engenharia de Produção
A selaria Couros Brasil produz dois tipos de chapéus de vaqueiro. Um chapéu do tipo I requer duas vezes
mais mão de obra do que um do tipo II. Se todas as horas de trabalho forem dedicadas só ao tipo II, a
empresa pode produzir um total de 400 chapéus por dia. Os limites de mercado respectivos para os dois
tipos são 150 e 200 chapéus por dia. O lucro é $8 por chapéu do tipo I, e $5 por chapéu tipo II. O lucro ótimo
e o número de chapéus de cada tipo que maximiza o lucro são, respectivamente:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539944
Engenharia de Produção
Produção Mais Limpa (P+L) consiste na substituição do modelo end-of-pipe (controle, contenção e tratamento
no interior da fábrica) por conceitos, estratégias e procedimentos que levam em conta a prevenção
dos impactos à saúde e ao ambiente, do “berço à cova”, ou seja, matéria-prima e suas fontes naturais,
processos industriais, uso ou consumo de produtos, destinação e tratamento de resíduos, produto e suas
embalagens. As três principais etapas de implementação de P+L são:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539943
Engenharia de Produção
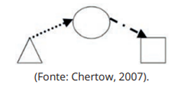
Simbiose industrial é caracterizada quando os resíduos de um processo industrial podem servir de matéria-prima para outro processo ou mesmo outra empresa, reduzindo o impacto da indústria no meio-ambiente. Assim, a “heurística 3-2” ilustrada na figura abaixo representa o:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539942
Engenharia de Produção
Assinale a alternativa que indica a Norma Regulamentadora que visa estabelecer as diretrizes e os requisitos
que permitem a adaptação das condições de trabalho às características psicofisiológicas dos trabalhadores,
de modo a proporcionar conforto, segurança, saúde e desempenho eficiente no trabalho.
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539941
Engenharia de Produção
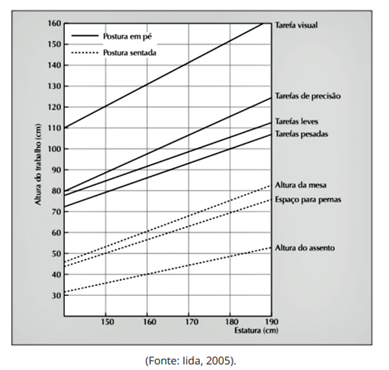
Em Ergonomia, o posto de trabalho deve ser dimensionado de forma que a maioria de seus usuários tenha
uma postura confortável. Diante do exposto, a figura abaixo apresenta referências dimensionais relativas
à/ao/às/aos:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539940
Engenharia de Produção
A matriz “De-PARA” é uma tabela de inter-relacionamentos usada em projeto do trabalho para explicitar o
sentido par-a-par do fluxo entre os componentes da produção.
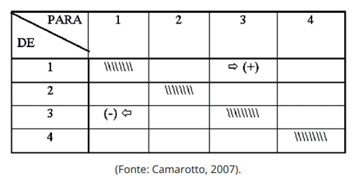
Com base nas informações e na figura acima, analise como verdadeiras (V) ou falsas (F) as seguintes afirmações sobre o USO da matriz “De-PARA” na atividade de projeto do trabalho.
I - Arranjo físico: A matriz “De-PARA” é usada no sentido de indicar as proximidades relativas em função de um dado critério de eficiência. Os critérios são geralmente minimizar o momento de transporte total, reduzir retornos, minimizar número de viagens, minimizar manuseio de materiais etc.
II - Balanceamento de linha de produção: A Matriz “DE-PARA” possibilita um estudo preliminar da distribuição das cargas de trabalho através das unidades produtivas que atuam segundo um método de trabalho. São mais comuns: a) verificação do balanceamento da carga de trabalho alocada ao conjunto de unidades produtivas envolvidas; e b) verificação das cargas de trabalho individuais.
III - Vias de transporte ou canais de informação: A Matriz “DE-PARA” possibilita um registro quantitativo fornecido pela tabela de transporte que pode ser empregado como um resumo ou levantamento de dados para o dimensionamento da capacidade ou especificação construtiva das vias de transporte e canais de informação.
IV - Balanceamento de massa e energia: A Matriz “DE-PARA” possibilita estabelecer a quantificação de fluxos de massa e energia para o dimensionamento da capacidade no projeto de fábrica.
Assinale a sequência CORRETA.
Com base nas informações e na figura acima, analise como verdadeiras (V) ou falsas (F) as seguintes afirmações sobre o USO da matriz “De-PARA” na atividade de projeto do trabalho.
I - Arranjo físico: A matriz “De-PARA” é usada no sentido de indicar as proximidades relativas em função de um dado critério de eficiência. Os critérios são geralmente minimizar o momento de transporte total, reduzir retornos, minimizar número de viagens, minimizar manuseio de materiais etc.
II - Balanceamento de linha de produção: A Matriz “DE-PARA” possibilita um estudo preliminar da distribuição das cargas de trabalho através das unidades produtivas que atuam segundo um método de trabalho. São mais comuns: a) verificação do balanceamento da carga de trabalho alocada ao conjunto de unidades produtivas envolvidas; e b) verificação das cargas de trabalho individuais.
III - Vias de transporte ou canais de informação: A Matriz “DE-PARA” possibilita um registro quantitativo fornecido pela tabela de transporte que pode ser empregado como um resumo ou levantamento de dados para o dimensionamento da capacidade ou especificação construtiva das vias de transporte e canais de informação.
IV - Balanceamento de massa e energia: A Matriz “DE-PARA” possibilita estabelecer a quantificação de fluxos de massa e energia para o dimensionamento da capacidade no projeto de fábrica.
Assinale a sequência CORRETA.
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia de Produção |
Q3539939
Engenharia de Produção
Segundo Camarotto (2007), projeto do trabalho é uma atividade do projeto de instalações industriais que
trata do dimensionamento dos recursos materiais e organizacionais necessários para a realização de um
conjunto determinado de tarefas em um centro de produção. Então, o projeto completo de instalações
industriais (fábrica, loja, escritório etc.) compreende:
I - O estudo das atividades reais dos operadores (objeto específico da ergonomia);
II - O arranjo físico das instalações;
III - O meio ambiente de trabalho (segurança e higiene do trabalho);
IV - O rendimento do sistema de produção;
V - Os processos de transformação.
Está CORRETO o que se afirma em:
I - O estudo das atividades reais dos operadores (objeto específico da ergonomia);
II - O arranjo físico das instalações;
III - O meio ambiente de trabalho (segurança e higiene do trabalho);
IV - O rendimento do sistema de produção;
V - Os processos de transformação.
Está CORRETO o que se afirma em:
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia Elétrica |
Q3539938
Engenharia Elétrica
Motores CC apresentam configurações onde possuem ímãs permanentes ou eletroímãs, como é o caso de
motores de grande porte. O resultado da interação dos campos magnéticos é a produção de um conjugado
eletromecânico, produzindo movimento rotacional do eixo (CHAPMAN, 2013). Sobre a rotação dos motores
CC, qual das seguintes leis pode ser usada para determinar o sentido de rotação do motor de corrente
contínua?
Referência: Chapman, Stephen J. Fundamentos de máquinas elétricas [recurso eletrônico] / Stephen J. Chapman ; tradução: Anatólio Laschuk. – 5. ed. – Dados eletrônicos. – Porto Alegre : AMGH, 2013.
Referência: Chapman, Stephen J. Fundamentos de máquinas elétricas [recurso eletrônico] / Stephen J. Chapman ; tradução: Anatólio Laschuk. – 5. ed. – Dados eletrônicos. – Porto Alegre : AMGH, 2013.
Ano: 2024
Banca:
IF-MT
Órgão:
IF-MT
Prova:
IF-MT - 2024 - IF-MT - Professor do Ensino Básico, Técnico e Tecnológico - Engenharia Elétrica |
Q3539937
Engenharia Elétrica
Um SPDA consiste em sistema externo e interno de proteção contra descargas atmosféricas (NBR 5419).
Acerca das atualizações da ABNT NBR 5419, podemos afirmar:
Referência. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5419-1: Proteção contra descargas atmosféricas. Parte 1: Princípios gerais. Rio de Janeiro, 2015.
Referência. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5419-1: Proteção contra descargas atmosféricas. Parte 1: Princípios gerais. Rio de Janeiro, 2015.