Selecionar segmento
Estude com questões de diferentes segmentos
Atenção: Isso limpará todos os campos já preenchidos no filtro!
Foram encontradas 14.154 questões
Resolva questões gratuitamente!
Junte-se a mais de 4 milhões de concurseiros!
Ano: 2026
Banca:
UPENET/IAUPE
Órgão:
SES-PE
Provas:
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Educação Física
|
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Nutrição |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Odontologia |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Psicologia |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Saúde Coletiva |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Serviço Social |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Enfermagem |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Farmácia |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Fisioterapia |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Fonoaudiologia |
UPENET/IAUPE - 2026 - SES-PE - Residência Multiprofisisonal - Atenção Básica - Terapia Ocupacional |
Q3980883
Estatística
A tabela abaixo apresenta o número de óbitos por Cólera registrados em alguns estados do Nordeste brasileiro, no
período de 2020 a 2025:
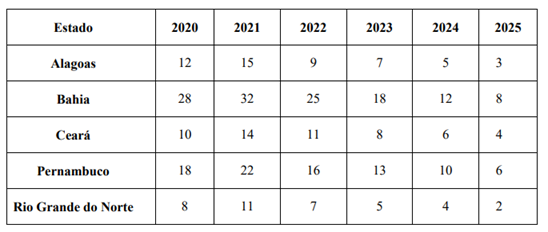
Com base nos dados apresentados, assinale a alternativa CORRETA.
Com base nos dados apresentados, assinale a alternativa CORRETA.
Ano: 2026
Banca:
PROMUN
Órgão:
Prefeitura de Campos do Jordão - SP
Provas:
PROMUN - 2026 - Prefeitura de Campos do Jordão - SP - Agente de Serviços Escolar 2 (Merendeira)
|
PROMUN - 2026 - Prefeitura de Campos do Jordão - SP - Agente de Serviços Escolar 1 (Faxineira) |
Q3977820
Estatística
O gráfico a seguir representa os estilos
musicais preferidos pelos alunos do ensino médio de
uma escola.
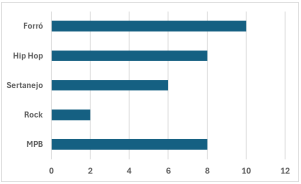
Pela leitura do gráfico, pode-se afirmar corretamente que:
Pela leitura do gráfico, pode-se afirmar corretamente que:
Ano: 2026
Banca:
PROMUN
Órgão:
Prefeitura de Campos do Jordão - SP
Provas:
PROMUN - 2026 - Prefeitura de Campos do Jordão - SP - Auxiliar de Serviços em Educação Infantil (Berçarista)
|
PROMUN - 2026 - Prefeitura de Campos do Jordão - SP - Orientador Disciplinar de Alunos |
Q3977646
Estatística
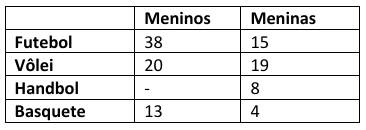
O diretor de uma escola pediu ao professor de
Educação Física uma pesquisa com os alunos do
ensino fundamental II sobre o esporte preferido pelos
seus alunos. Os dados obtidos, ele concentrou na
seguinte tabela:
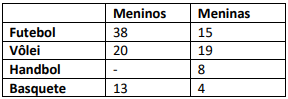
Considerando o total de meninos e meninas, é correto considerar que o esporte favorito é:
Considerando o total de meninos e meninas, é correto considerar que o esporte favorito é:
Ano: 2026
Banca:
PROMUN
Órgão:
Prefeitura de Campos do Jordão - SP
Prova:
PROMUN - 2026 - Prefeitura de Campos do Jordão - SP - Agente de Serviços em Educação Infantil 1 (Faxineira) |
Q3975783
Estatística
O diretor de uma escola pediu ao professor de
Educação Física uma pesquisa com os alunos do
ensino fundamental II sobre o esporte preferido pelos
seus alunos. Os dados obtidos, ele concentrou na
seguinte tabela:
Considerando o total de meninos e meninas, é correto considerar que o esporte favorito é:
Considerando o total de meninos e meninas, é correto considerar que o esporte favorito é:
Ano: 2026
Banca:
CESPE / CEBRASPE
Órgão:
IPAAM
Prova:
CESPE / CEBRASPE - 2026 - IPAAM - Analista Ambiental – Especialidade: Química |
Q3974753
Estatística
Considere que represente a porcentagem de um analito
específico em uma amostra, μ, a média populacional dessa
porcentagem, s, o desvio-padrão da amostra, σ, o desvio-padrão
da população, t, o parâmetro de Student e z = (x – μ)/σ. Com base
nessa hipótese e considerando que uma média experimental ̅ seja
obtida de N alíquotas e que o desvio-padrão da população seja
desconhecido, assinale a opção que apresenta corretamente o
intervalo de confiança para esse resultado.
Ano: 2026
Banca:
CESPE / CEBRASPE
Órgão:
IPAAM
Prova:
CESPE / CEBRASPE - 2026 - IPAAM - Analista Ambiental – Especialidade: Biologia |
Q3973856
Estatística
Assinale a opção correta a respeito da análise de variância
ANOVA.
Ano: 2026
Banca:
CESPE / CEBRASPE
Órgão:
IPAAM
Prova:
CESPE / CEBRASPE - 2026 - IPAAM - Analista Ambiental – Especialidade: Biologia |
Q3973855
Estatística
Durante os estudos de qualidade das águas de determinado
rio poluído por mercúrio metálico na Amazônia, surgiu a
necessidade de se analisar a possibilidade de associação entre a
quantidade de mercúrio medida na água coletada e o volume de
dejetos despejados.
Nessa situação hipotética, a técnica estatística adequada para a análise pretendida é
Nessa situação hipotética, a técnica estatística adequada para a análise pretendida é
Q3968388
Estatística
Considere a matriz de confusão abaixo, obtida a partir da avaliação de um classificador binário, em que
a classe Positiva é a classe de interesse:
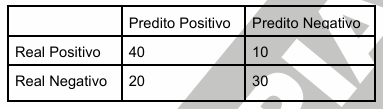
Com base nesses dados, tem-se que
Com base nesses dados, tem-se que
Q3968379
Estatística
Considere um conjunto de dados multidimensional, desprovido de rótulos, no qual se observam
agrupamentos com densidades distintas, geometrias não convexas e a presença relevante de ruído. Diante
desse cenário, um analista compara diferentes técnicas de agrupamento, levando em conta seus
pressupostos teóricos, os critérios adotados para formação dos grupos e suas limitações intrínsecas. Diante
dessas características, a técnica de agrupamento que melhor modela o cenário descrito é
Q3968378
Estatística
Considere um cenário em que se deseja prever o valor de imóveis a partir de características como área,
localização e número de quartos, utilizando um conjunto de dados históricos contendo o valor de venda de
cada imóvel. Nesse caso, o problema e o tipo de modelo mais adequados são, respectivamente:
Q3968377
Estatística
Em um problema de classificação binária, considere os seguintes contadores da matriz de confusão:
VP (Verdadeiros Positivos), FP (Falsos Positivos), FN (Falsos Negativos) e VN (Verdadeiros Negativos).
A alternativa que apresenta, respectivamente, as fórmulas corretas de Precisão e Recall é
A alternativa que apresenta, respectivamente, as fórmulas corretas de Precisão e Recall é
Q3968376
Estatística
Considere as seguintes afirmativas sobre algoritmos e técnicas utilizadas em aprendizado não
supervisionado, especialmente no contexto de clusterização:
I. K-Means, DBSCAN e Gaussian Mixture Models (GMM) são métodos amplamente empregados para tarefas de clusterização, embora se baseiem em pressupostos estatísticos e geométricos distintos.
II. DBSCAN e Mean-Shift são algoritmos que não exigem a definição prévia do número de clusters, pois os identificam implicitamente, a partir da densidade dos dados ou da estimação de modos da distribuição.
III. Critérios de informação como Akaike Information Criterion (AIC) e Bayesian Information Criterion (BIC), bem como heurísticas como o método do Elbow, são utilizados como técnicas auxiliares para apoiar a escolha do número adequado de clusters em determinados algoritmos.
É (são) verdadeira(s) a(s) alternativa(s):
I. K-Means, DBSCAN e Gaussian Mixture Models (GMM) são métodos amplamente empregados para tarefas de clusterização, embora se baseiem em pressupostos estatísticos e geométricos distintos.
II. DBSCAN e Mean-Shift são algoritmos que não exigem a definição prévia do número de clusters, pois os identificam implicitamente, a partir da densidade dos dados ou da estimação de modos da distribuição.
III. Critérios de informação como Akaike Information Criterion (AIC) e Bayesian Information Criterion (BIC), bem como heurísticas como o método do Elbow, são utilizados como técnicas auxiliares para apoiar a escolha do número adequado de clusters em determinados algoritmos.
É (são) verdadeira(s) a(s) alternativa(s):
Ano: 2026
Banca:
FUVEST
Órgão:
USP
Prova:
FUVEST - 2026 - USP - Médico (Especialidade: Otorrinolaringologista) |
Q3965086
Estatística
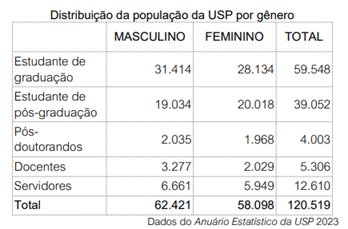
Uma reportagem do jornal da USP de dezembro de 2025
destaca dados do anuário da universidade, dentre os quais
destaca-se, no quadro a seguir, a distribuição por gênero das
categorias de distribuição da população da universidade no
ano de 2023.
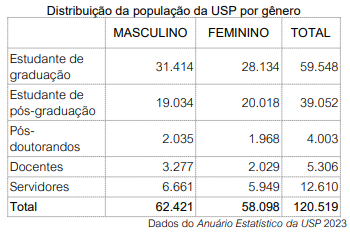
Com base nessas informações, pode-se afirmar que, em 2023,
Com base nessas informações, pode-se afirmar que, em 2023,
Ano: 2026
Banca:
FUVEST
Órgão:
USP
Prova:
FUVEST - 2026 - USP - Técnico de Laboratório (Especialidade: Mecânica) |
Q3964433
Estatística
Em um biotério experimental, um pesquisador avaliou o ganho
de massa (em gramas) de cinco camundongos submetidos a
uma nova dieta hipercalórica durante quatro semanas. Os
dados obtidos foram:
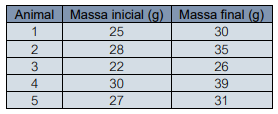
Com base nos dados apresentados, é correto afirmar:
Com base nos dados apresentados, é correto afirmar:
Ano: 2026
Banca:
FUVEST
Órgão:
USP
Prova:
FUVEST - 2026 - USP - Médico (Especialidade: Medicina Intensiva) |
Q3964179
Estatística
Uma reportagem do jornal da USP de dezembro de 2025
destaca dados do anuário da universidade, dentre os quais
destaca-se, no quadro a seguir, a distribuição por gênero das
categorias de distribuição da população da universidade no
ano de 2023.
Com base nessas informações, pode-se afirmar que, em 2023,
Com base nessas informações, pode-se afirmar que, em 2023,
Ano: 2026
Banca:
IV - UFG
Órgão:
Prefeitura de Valparaíso de Goiás - GO
Provas:
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Fiscal de Tributos
|
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Fiscal de Postura |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Fiscal de Higiene Sanitária |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Fiscal de Meio Ambiente |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Fiscal de Obras |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Escriturário |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Condutor Socorrista |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Auxiliar em Saúde Bucal |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Assistente de Educação - Monitor |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Técnico em Radiologia |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Agente de Educação |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Técnico de Laboratório |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Fiscal de Transporte Público e Trânsito |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Técnico de Enfermagem |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Motorista Oficial |
IV - UFG - 2026 - Prefeitura de Valparaíso de Goiás - GO - Secretário Escolar |
Q3963749
Estatística
Observe a tabela a seguir.
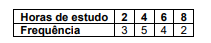
Os dados apresentados representam o número de horas de estudo semanal de um grupo de estudantes. A mediana do número de horas de estudo semanal desse grupo é
Ano: 2026
Banca:
COPEVE-UFAL
Órgão:
IFAL
Prova:
COPEVE-UFAL - 2026 - IFAL - Professor EBTT - Logística |
Q3962061
Estatística
Uma empresa de logística deseja prever a demanda diária de
ordens de transporte com base no histórico dos últimos quatro
anos. Foram testados três modelos de previsão: a média móvel
de 7 dias, a média móvel integrada Autorregressiva (ARIMA) e a
Regressão de Poisson. Os modelos foram avaliados com dados
fora da amostra. A demanda média diária no período avaliado foi
de 160 ordens de transporte. Métricas como a Raiz do Erro
Quadrático Médio (RMSE) e o Erro Médio Absoluto (MAE) foram
calculadas com os seguintes resultados obtidos:
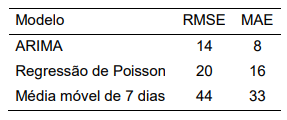
Com base nos resultados apresentados e nos conceitos de avaliação de modelos de previsão de demanda, qual modelo deve ser escolhido?
Com base nos resultados apresentados e nos conceitos de avaliação de modelos de previsão de demanda, qual modelo deve ser escolhido?
Ano: 2026
Banca:
COPEVE-UFAL
Órgão:
IFAL
Prova:
COPEVE-UFAL - 2026 - IFAL - Professor EBTT - Logística |
Q3962059
Estatística
Uma indústria farmacêutica monitora o peso (em mg) de comprimidos por meio de Controle Estatístico de Processo (CEP) utilizando gráficos de controle de Shewhart para médias (X-barra) e amplitudes (R). Foram coletadas 25 amostras racionais, cada uma com tamanho n = 5. Após o período inicial de estabilização do processo, obtiveram-se:

Sabe-se que, para n = 5, o fator estatístico A2 = 0,577.
Com base na metodologia clássica de Shewhart para construção do gráfico de médias, assinale a alternativa correta quanto aos limites de controle superior (LSC) e inferior (LIC) e à interpretação do processo.
Sabe-se que, para n = 5, o fator estatístico A2 = 0,577.
Com base na metodologia clássica de Shewhart para construção do gráfico de médias, assinale a alternativa correta quanto aos limites de controle superior (LSC) e inferior (LIC) e à interpretação do processo.
Ano: 2026
Banca:
FEPESE
Órgão:
Prefeitura de Caxambu do Sul - SC
Provas:
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Agente de Controle de Endemias - Edital nº 4
|
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Agente Comunitário de Saúde - Edital nº 4 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Assistente Administrativo - Edital nº 4 |
Q3961734
Estatística
Em uma pesquisa, cada pessoa responde “sim” ou
“não” a uma pergunta.
Define-se uma variável I assim:
I = 1, se a resposta for “sim”;
I = 0, se a resposta for “não”.
Se a probabilidade de uma pessoa responder “sim” é p, então a variância de I é dada por Var(I) = p(1 − p).
Sabe-se que Var(I) = 0,21 e que p > 0,5.
O valor de p é:
Define-se uma variável I assim:
I = 1, se a resposta for “sim”;
I = 0, se a resposta for “não”.
Se a probabilidade de uma pessoa responder “sim” é p, então a variância de I é dada por Var(I) = p(1 − p).
Sabe-se que Var(I) = 0,21 e que p > 0,5.
O valor de p é:
Ano: 2026
Banca:
FEPESE
Órgão:
Prefeitura de Caxambu do Sul - SC
Provas:
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Agente de Controle de Endemias - Edital nº 2
|
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Agentes Comunitário de Saúde - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Assistente Administrativo - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Fiscal de Vigilância Sanitária - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Técnico de Enfermagem - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Fiscal de Obras de Posturas - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Técnico em Informática - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Técnico em Patrimônio - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Técnico em Recursos Humanos - Edital nº 2 |
FEPESE - 2026 - Prefeitura de Caxambu do Sul - SC - Técnico em Saúde Pública - Edital nº 2 |
Q3961529
Estatística
Em um guichê de atendimento presencial para
emissão de documentos, foram registrados os tempos
(em minutos) de cada atendimento concluído em um
dia e suas respectivas frequências:
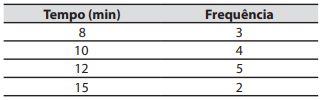
Selecionando-se aleatoriamente um dos atendimentos desse dia (todos com a mesma chance), qual é a probabilidade de o tempo selecionado ser estritamente maior que a mediana?
Selecionando-se aleatoriamente um dos atendimentos desse dia (todos com a mesma chance), qual é a probabilidade de o tempo selecionado ser estritamente maior que a mediana?