Questões de Concurso
Sobre pronome relativo | relative clauses em inglês
Foram encontradas 171 questões
Indicate the correct relative pronoun:
The man _____ lives next door is a doctor.
Complete the sentences with the appropriate relative pronouns.
I. The teacher ______ designed the assessment included both grammar and reading comprehension questions.
II. The article ______ we discussed during the seminar presents a critical view of language teaching methods.
III. The school ______ the research was conducted serves students from different social backgrounds.
IV. The reason ______ the students performed better was related to the use of authentic materials.
Choose the alternative that presents the correct sequence.
I.In the sentence “The professor congratulated them after the presentation,” the word them functions as an object pronoun.
Il.lh the sentence “Those notebooks are ours,” the word ours functions as a possessive pronoun because it replaces a noun phrase.
Ill.lh the sentence “The engineer blamed himself for the mistake,” the word himself functions as a demonstrative pronoun
IV.In the sentence “The museum that attracted many visitors was recently renovated,” the word that functions as a relative pronoun.
V.In the sentence “Which of these proposals do you support?” the word which functions as an indefinite pronoun
Which alternative presents the correct statements?
"The scientist whose research received international recognition will participate in the medical conference next month."
Identify the type of pronoun employed in the structure.
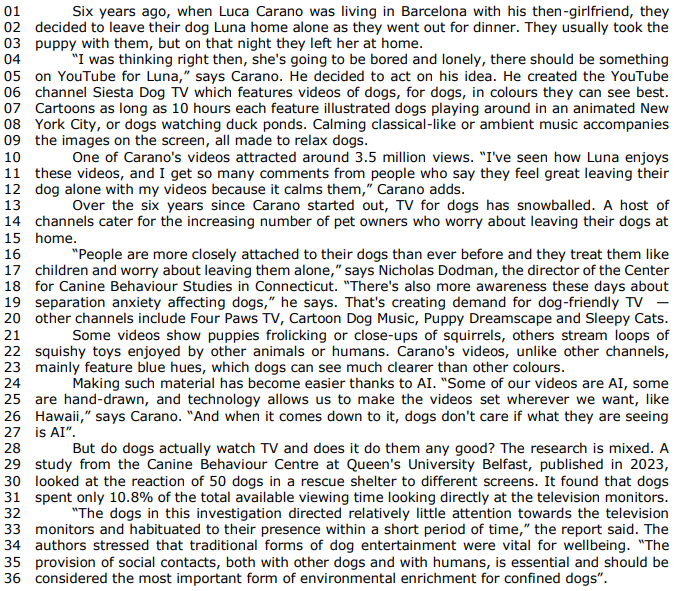
TV for dogs booms but are they watching?
By David Silverberg
(Frolicking = playing energetically
Squishy = soft when pressed)
(Available at: www.bbc.com/news/articles/cq59leg3gp5o – text specially adapted for this test).
( ) In “dogs don’t care” (l. 26), the word “care” could be replaced by “mind” without a significant change of meaning.
( ) The expression “his then-girlfriend” (l. 01) could be understood as the girlfriend he had at that time.
( ) In “The research is mixed” (l. 28), the word “mixed” could be replaced by “conflicting” without significant change of meaning.
( ) In “which dogs can see much clearer than other colours” (l. 23), the word “which” refers to dogs.
The correct order of filling in the parentheses, from top to bottom, is:
Considering the appropriate use of relative pronouns and their functions in defining clauses, choose the correct sentence:
I. O pronome relativo "whom" é utilizado em contextos formais para referir-se ao objeto da oração, enquanto "whose" indica uma relação de posse entre dois substantivos.
II. Pronomes reflexivos, como "myself" e "themselves," podem ser utilizados com função enfática para destacar que o próprio sujeito realizou a ação, sem auxílio de terceiros.
III. Possessive adjectives, como "her" e "their," substituem o substantivo completamente, dispensando a repetição do termo possuído no sintagma nominal.
Está correto o que se afirma em
Publisher cancels horror novel's release over AI claims
¹Buzzy (adj.): Something that is buzzy is getting a lot of attention and excitement, especially online. People are talking about it a lot, and it is popular right now.
(Available at: https://www.bbc.com/news/articles/c5y9d44jj24o – text specially adapted for this test).
For question, consider the following text.
South Korea’s President Yoon Suk Yeol _____1 investigated _____ 2 to declare martial law. Prosecutors accuse him _____3 insurrection.
Former Defense Minister Kim Yong-hyun, who resigned, is barred from _____4 the country.
Yoon’s impeachment is being debated. While his party, the People Power Party (PPP), opposes it, some members voted _____5 his martial law order. Party leader Han Dong-hun called Yoon’s actions unconstitutional but warned that impeachment could create chaos. If impeached, the Prime Minister would lead _____ 6 elections in 60 days.
Amid the controversy, Yoon accepted Defense Minister Kim’s resignation and nominated Choi Byung-hyuk as his replacement. Several _____ 7 ministers plan to resign. Yoon’s martial law lasted only hours after lawmakers in an emergency vote repealed it, even blocking troops from entering parliament.
Source: <https://www.newsinlevels.com/products/southkorea-political-crisis-level-3/>
O texto seguinte servirá de base para responder à questão.
Biden administration, in its last days, proposes new protections for Arctic Alaska land

Lakes and connecting streams in the northeastern part of the National Petroleum Reserve in Alaska, June 2014.
Four days before President Joe Biden is set to leave office, his administration recommended that about 3 million more acres in Alaska's western Arctic be protected from development and issued a guideline, effective immediately, requiring additional protections for traditional Native subsistence harvests of fish, caribou and other resources.
The new recommendations and guidance, which apply to the 23-million-acre National Petroleum Reserve in Alaska, run counter to President-elect Donald Trump's expressed plans to expand oil drilling in the Arctic and elsewhere and to overturn Biden administration environmental policies more broadly.
The recommendations for additional land to be protected as part of what are termed "special areas" and the guidance for elevating the importance of subsistence and tribal consultation could be ignored or scrapped by the incoming Trump administration.
The northeastern part of the reserve is the area considered most likely to hold oil and where development has spread in recent years. There is already production in that area, and the most notable production expected in the future is from ConocoPhillips' Willow project. Willow won Biden administration approval in 2023. Production is expected to start by the end of the decade and peak at 180,000 barrels per day; current production from all North Slope fields amounts to less than 470,000 barrels per day.
Like the existing Teshekpuk special area, which holds important habitat for caribou, fish and migratory birds, the village of Nuiqsut is in the general area of the reserve's northeastern corner, where new oil development has occurred. Nuiqsut is so close that oilfield infrastructure can be seen from the village.

Pipelines extend across the landscape outside Nuiqsut, Alaska, May 2019.
"But at the same time, I think we and our partners have also made it abundantly clear that we're going to keep fighting, and keep fighting for protections in the Western Arctic," she said.
(From ROSEN, Yereth. Biden administration, in its last days, proposes new protections for Arctic Alaska land, Alaska Beacon, January 17, 2025. In alaskabeacon.com/2025/01/17/biden-administration-in-its-last-days-pro poses-new-protections-for-arctic-alaska-land/, accessed on February 19th, 2025)
Text 7A2-I
If we believe that our own information age is defined by the digital structures of electronic communication, we must take early modern culture as inextricably bound to the medium of print. Printed text and image arose within a few years of each other in the mid-fifteenth century, credited to the German goldsmith Johannes Gutenberg, who seemingly drew together a series of extant yet disparate technologies into a new machine that could print several thousand sheets a day. The ancient oil or wine press, the goldsmith’s craft in fine metal carving, the late-medieval development of plentiful rag paper, and the recent formulation of more stable oil-based inks enabled Gutenberg’s ‘revolution’.
Similarly, early photography developed from a coming together of two otherwise disparate technologies: on the one hand, the pinhole camera through which capture a refected view of the world as an image, and on the other the chemical means to fix the effects of light exposure on paper. In both cases, these technologies shared aesthetic resources with other media available at the time, while also producing forms of representation that were uniquely theirs, and which offered access to new ways of seeing, and enabled new forms of subjectivity. The greatly expanded flow of visual information facilitated by these technological breakthroughs worked to quicken the circulation of knowledge, and the foundations of thought itself.
Genevieve Warwick and Richard Taws. After Prometheus:
Art and Technology in Early Modern Europe. In:
Art History – Journal of the Association of Art Historians.
Special Edition: Art and Technology in Early Modern Europe. p. 201 (adapted)
In the last two sentences of text 7A2-I, the word
“The teacher praised the student ____ project on environmental conservation won first prize.”