Questões Militares
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 8 questões
Uma célula do sistema Kanban de manufatura enxuta para o enésimo processo/estágio de produção é vista na figura abaixo. Suponha um horizonte de planejamento discretizado em períodos T, isto é t = {1,2,3...T}, e um sistema composto de N estágios, isto é n = {1,2,3...N}, e que os cartões destacados do estoque em processo em t só se tornam ordens de produção em (t+1).
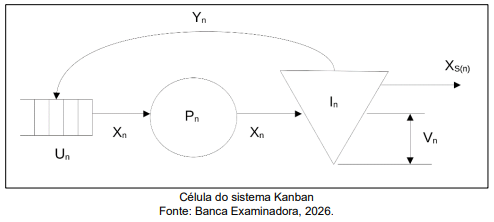
Em que:
● Un é fila de cartões esperando produção no processo Pn.
● Xn é a taxa de produção do processo Pn.
● Vn é o nível de estoque-em-processo no pulmão In.
● Yn = Xs(n) é taxa de produção do processo sucessor de Pn.
Usando a Lei do Volume de Controle (Equação da Continuidade), escreva as equações de evolução para o número de cartões Kanban para a fila de Kanbans livres Un t e para o nível de estoque em processo Vn t ao longo do tempo, e marque a opção correta.
● Custo de preparação (Setup) K = R$ 200,00. ● Custo unitário de produção C = R$ 0,10. ● Custo unitário de estocagem h = R$ 0,02.
A demanda semanal pelo item fabricado é dada por:

Ao determinar a política ótima de produção e estocagem utilizando o Algoritmo de Wagner-Within, verifica-se para o vetor de produção P, o vetor de estoques I e o custo mínimo de atendimento da demanda, os seguintes valores, respectivamente:
Demanda média de 8.000 itens/mês ao longo do horizonte de planejamento, custos de estocagem dos itens de R$0,30 por unidade e custo de preparação de produção de R$12.000,00.
Ao determinar o tamanho do lote econômico de produção e tempo de ciclo entre pedidos, encontram-se, respectivamente:
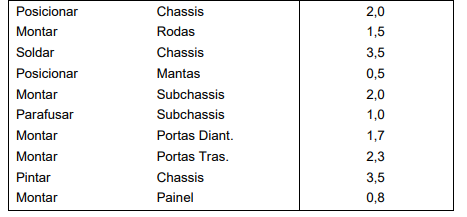
Considere 44 horas de trabalho semanais para cada operador e a fabricação em três turnos de produção. O limite inferior para o número de estações de trabalho necessárias para atingir uma taxa de produção de 2500 veículos por mês seria de
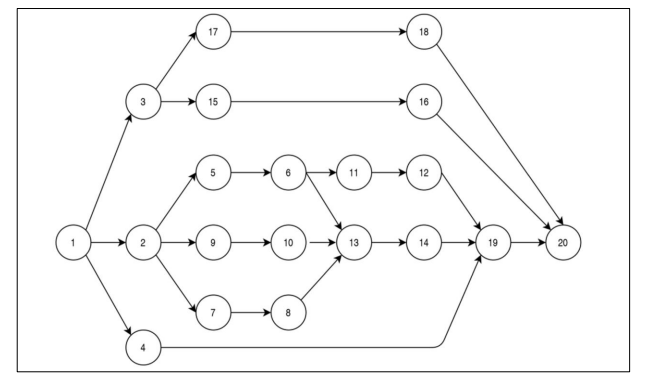
Precedence diagramo f assembly tasks
Fonte: Juan Ignacio Anel, Pau Català, Moisès Serra, Bruno Domenech, "New Matrix Methodology for Algorithmic Transparency in Assembly Line Balancing Using a Genetic Algorithm", Operations Research Perspectives, Volume 9, 2022, 100223, ISSN 2214-7160, https://doi.org/10.1016/j.orp.2022.100223 (open access).
Marque a opção em que a sequência de produção está incorreta (infactível).
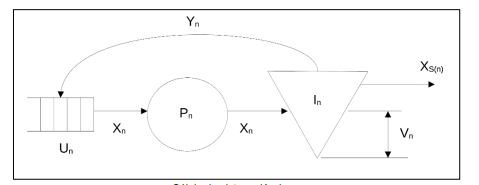
Em que:
● Un é fila de cartões esperando produção no processo Pn. ● Xn é a taxa de produção do processo Pn. ● Vn é o nível de estoque-em-processo no pulmão In. ● Yn = Xs(n) é taxa de pordução do processo sucessor de Pn.
Há um modo de operação do sistema Kanban denominado de conteiner-para-conteiner, em que cada conteiner de estoque em processo em In é suficiente para produzir exatamente um conteiner no pulmão do processo sucessor do estágio n, Is(n), garantindo assim, a inexistência de recortes de estoque-em-processo. Esse modus operandi também reduz o problema de gestão do sistema como um todo a especificar o tamanho inicial de Un 0 e Vn 0 de maneira a cobrir a maior diferença de velocidade entre processos subsequentes durante o horizonte de planejamento, garantindo assim, o seu equilíbrio. Sobre esse modo de operação pode-se afirmar que:

Determine o sequenciamento ótimo usando o Algoritmo de Johnson. A seguir, calcule o tempo total para completar a sequência de tarefas (Makespan) e marque a opção correta.

Qual é sequência ótima para esse conjunto de tarefas usando o Algoritmo de Johnson?