Selecionar segmento
Estude com questões de diferentes segmentos
Atenção: Isso limpará todos os campos já preenchidos no filtro!
Foram encontradas 726 questões
Resolva questões gratuitamente!
Junte-se a mais de 4 milhões de concurseiros!
Ano: 2025
Banca:
VUNESP
Órgão:
ARSESP
Prova:
VUNESP - 2025 - ARSESP - Especialista em Regulação e Fiscalização de Serviços Públicos - Área de Conhecimento/Ênfases: Energia Elétrica |
Q3786035
Engenharia de Automação
Considerando a automação de um sistema de distribuição, assinale a alternativa que apresenta apenas componentes do sistema associados à automação.
Ano: 2025
Banca:
FUNCERN
Órgão:
IF-PE
Prova:
FUNCERN - 2025 - IF-PE - Professor EBTT - Eletrotécnica |
Q3680421
Engenharia de Automação
Em um diagrama funcional de um sistema de automação para uma linha de produção, o motor de uma esteira
(M1) só pode ser acionado, se uma chave de partida (S1) for acionada e uma chave de segurança (LS1)
indicar que o portão de proteção está fechado. Quando M1 é acionado, um relé de tempo (KT1) inicia a
contagem. Após um retardo programado, o relé KT1 fecha um de seus contatos para energizar a bobina de um
segundo contator (K2), que aciona um motor de bomba (M2). Se o botão de emergência (S0) ou a chave de
segurança (LS1) forem atuados, todo o sistema deve ser desligado. A lógica de controle indica que
Q3680370
Automação
Analise a situação a seguir.
Em uma linha de envase automatizada de uma indústria química, robôs manipuladores realizam o enchimento de tanques e frascos. Para garantir a qualidade do processo, são utilizados diferentes sensores:
● Sensor de nível ultrassônico para medir o volume dentro dos tanques; ● Sensor de pressão piezoelétrico para monitorar a linha de bombeamento; ● RTD (Pt100) para medir a temperatura do produto durante o envase; ● Sensores indutivos para detecção de posição dos frascos na esteira; e ● Transmissores inteligentes conectados via Profinet para envio de dados ao supervisório (SCADA).
Durante a operação, verificou-se que a leitura de nível apresentava oscilações e atrasos, dificultando o ajuste preciso da quantidade envasada. A equipe de automação decidiu aplicar um modelo de simulação do processo integrado a algoritmos de aprendizado de máquina para corrigir essas variações e otimizar o controle de enchimento.
Considerando a situação descrita, a solução mais adequada para garantir precisão na medição e maior estabilidade no processo é
Em uma linha de envase automatizada de uma indústria química, robôs manipuladores realizam o enchimento de tanques e frascos. Para garantir a qualidade do processo, são utilizados diferentes sensores:
● Sensor de nível ultrassônico para medir o volume dentro dos tanques; ● Sensor de pressão piezoelétrico para monitorar a linha de bombeamento; ● RTD (Pt100) para medir a temperatura do produto durante o envase; ● Sensores indutivos para detecção de posição dos frascos na esteira; e ● Transmissores inteligentes conectados via Profinet para envio de dados ao supervisório (SCADA).
Durante a operação, verificou-se que a leitura de nível apresentava oscilações e atrasos, dificultando o ajuste preciso da quantidade envasada. A equipe de automação decidiu aplicar um modelo de simulação do processo integrado a algoritmos de aprendizado de máquina para corrigir essas variações e otimizar o controle de enchimento.
Considerando a situação descrita, a solução mais adequada para garantir precisão na medição e maior estabilidade no processo é
Q3680369
Automação
Uma empresa de logística implantou um sistema de robôs móveis autônomos para movimentação de caixas
em um armazém. Cada robô possui sensores ultrassônicos para desvio de obstáculos, giroscópio para
orientação, além de comunicação em rede com um sistema central. Durante os testes, verificou-se que alguns
robôs demoravam mais tempo que outros para completar trajetos semelhantes, devido a diferenças de carga,
rotas pouco otimizadas e variações no piso. A equipe de engenharia decidiu aplicar técnicas de modelagem e
simulação combinadas com métodos de inteligência computacional para melhorar o desempenho do sistema.
Nesse contexto, a estratégia mais adequada para otimizar o desempenho dos robôs será
Nesse contexto, a estratégia mais adequada para otimizar o desempenho dos robôs será
Q3680368
Automação
Uma indústria de bebidas busca otimizar seu processo de envase automático em garrafas, no qual sensores de
nível e pressão monitoram continuamente a vazão de líquido. O sistema atual apresenta problemas de
inconsistência: garrafas com enchimento incompleto ou transbordo, além de desperdício de energia no
bombeamento. A equipe de automação avalia empregar modelos de aprendizado de máquina integrados a
técnicas de inteligência computacional híbrida para resolver o problema. A proposta é utilizar dados históricos
de sensores, imagens de câmeras industriais e registros de falhas para modelar, simular e treinar um sistema
inteligente que possa prever desvios no enchimento e ajustar os atuadores em tempo real.
Nesse contexto, marque a opção que descreve, de forma mais adequada, as possibilidades de emprego de modelos de aprendizado de máquina na solução desse problema.
Nesse contexto, marque a opção que descreve, de forma mais adequada, as possibilidades de emprego de modelos de aprendizado de máquina na solução desse problema.
Q3680367
Automação
Analise a situação a seguir
Em uma linha de montagem automatizada, utiliza-se um sistema híbrido pneumático-hidráulico para realizar o avanço controlado de um cilindro hidráulico de dupla ação, responsável por prensar peças plásticas.
O circuito funciona da seguinte forma:
● Um cilindro pneumático C1 é responsável por acionar, por meio de um mecanismo de alavanca, uma válvula direcional hidráulica 4/3 vias, centro em T, que controla o cilindro hidráulico C2.
● Antes da válvula direcional, existe uma válvula reguladora de pressão ajustada em 60 bar, garantindo que a força máxima no cilindro hidráulico C2 não ultrapasse o valor especificado em projeto.
● Na linha de avanço, foi instalada uma válvula reguladora de vazão unidirecional, permitindo controlar a velocidade apenas no movimento de prensagem.
● O retorno do cilindro hidráulico é livre, limitado apenas pela capacidade de descarga para o tanque.
Durante um teste, observou-se que:
● O cilindro C2 avança, mas sua velocidade varia quando a carga aplicada muda.
● A força de prensagem nunca ultrapassa o valor previsto de projeto.
● No retorno, o cilindro recua rapidamente sem restrição de vazão.
Com base no comportamento apresentado no teste e no circuito projetado, é correto afirmar que
Em uma linha de montagem automatizada, utiliza-se um sistema híbrido pneumático-hidráulico para realizar o avanço controlado de um cilindro hidráulico de dupla ação, responsável por prensar peças plásticas.
O circuito funciona da seguinte forma:
● Um cilindro pneumático C1 é responsável por acionar, por meio de um mecanismo de alavanca, uma válvula direcional hidráulica 4/3 vias, centro em T, que controla o cilindro hidráulico C2.
● Antes da válvula direcional, existe uma válvula reguladora de pressão ajustada em 60 bar, garantindo que a força máxima no cilindro hidráulico C2 não ultrapasse o valor especificado em projeto.
● Na linha de avanço, foi instalada uma válvula reguladora de vazão unidirecional, permitindo controlar a velocidade apenas no movimento de prensagem.
● O retorno do cilindro hidráulico é livre, limitado apenas pela capacidade de descarga para o tanque.
Durante um teste, observou-se que:
● O cilindro C2 avança, mas sua velocidade varia quando a carga aplicada muda.
● A força de prensagem nunca ultrapassa o valor previsto de projeto.
● No retorno, o cilindro recua rapidamente sem restrição de vazão.
Com base no comportamento apresentado no teste e no circuito projetado, é correto afirmar que
Q3680366
Automação
Analise a situação a seguir.
Uma indústria de estampagem metálica utiliza uma prensa hidráulica equipada com um cilindro de dupla ação que deve aplicar uma força (F) de 120 kN sobre uma chapa durante a operação de conformação. O sistema opera com pressão (P) máxima de 120 bar, sendo controlado por uma válvula direcional 4/3 vias, centro fechado, que garante bloqueio hidráulico em posição neutra. O retorno do êmbolo é feito pelo próprio fluido, comandado pela válvula.
Sabendo-se que:
● 1 bar ≈ 10⁵ Pa ● Área efetiva do êmbolo A = F/P
A vazão da bomba deve ser suficiente para garantir que o curso de 0,25 m seja realizado em 4 segundos na fase de avanço.
Considerando os requisitos da aplicação descrita, a área mínima do êmbolo e a vazão volumétrica mínima da bomba correspondem, respectiva e aproximadamente, à:
Uma indústria de estampagem metálica utiliza uma prensa hidráulica equipada com um cilindro de dupla ação que deve aplicar uma força (F) de 120 kN sobre uma chapa durante a operação de conformação. O sistema opera com pressão (P) máxima de 120 bar, sendo controlado por uma válvula direcional 4/3 vias, centro fechado, que garante bloqueio hidráulico em posição neutra. O retorno do êmbolo é feito pelo próprio fluido, comandado pela válvula.
Sabendo-se que:
● 1 bar ≈ 10⁵ Pa ● Área efetiva do êmbolo A = F/P
A vazão da bomba deve ser suficiente para garantir que o curso de 0,25 m seja realizado em 4 segundos na fase de avanço.
Considerando os requisitos da aplicação descrita, a área mínima do êmbolo e a vazão volumétrica mínima da bomba correspondem, respectiva e aproximadamente, à:
Q3680365
Automação
Em uma indústria de envase de bebidas, o deslocamento vertical de garrafas na linha é realizado por um
atuador eletromagnético linear, responsável por posicionar cada garrafa sob a válvula de enchimento. O
sistema de controle deve garantir que o atuador pare a garrafa exatamente no ponto de enchimento, evitando
transbordamento ou subenchimento. Para isso, sensores indutivos analógicos detectam a posição da garrafa e
enviam sinais ao CLP, que ajusta em tempo real a corrente aplicada à bobina do atuador.
Considerando os conceitos de sistemas de controle e de dispositivos eletromagnéticos aplicados à automação, pode-se afirmar que
Considerando os conceitos de sistemas de controle e de dispositivos eletromagnéticos aplicados à automação, pode-se afirmar que
Q3680364
Automação
Uma indústria alimentícia está modernizando seu sistema de supervisão. Parte dos controladores lógicos
programáveis (CLPs) mais antigos comunica-se via Modbus RTU, enquanto os novos equipamentos utilizam
Ethernet/IP. Sobre esses protocolos de rede industrial, é correto afirmar que
Q3680363
Automação
Analise a situação a seguir.
Em uma indústria química, diferentes sensores são empregados no monitoramento de variáveis de processo. O engenheiro de instrumentação percebe que alguns problemas nos dados medidos estão prejudicando o controle automático:
● O sensor de temperatura RTD apresenta atraso perceptível quando há variações rápidas na reação química.
● O sensor de pressão piezoelétrico indica pequenas diferenças entre valores crescentes e decrescentes aplicados na calibração.
● O transmissor de nível ultrassônico apresenta variação de leitura quando o recipiente está parcialmente cheio de espuma.
Com base nesses problemas, é correto afirmar que
Em uma indústria química, diferentes sensores são empregados no monitoramento de variáveis de processo. O engenheiro de instrumentação percebe que alguns problemas nos dados medidos estão prejudicando o controle automático:
● O sensor de temperatura RTD apresenta atraso perceptível quando há variações rápidas na reação química.
● O sensor de pressão piezoelétrico indica pequenas diferenças entre valores crescentes e decrescentes aplicados na calibração.
● O transmissor de nível ultrassônico apresenta variação de leitura quando o recipiente está parcialmente cheio de espuma.
Com base nesses problemas, é correto afirmar que
Q3680362
Automação
Analise a situação a seguir.
Uma indústria alimentícia está automatizando sua linha de envase para diferentes produtos:
● Tanques metálicos de leite, nos quais é necessário medir com precisão a temperatura do líquido em regime contínuo.
● Silo plástico de grãos, onde deve ser feito o monitoramento de nível.
● Tubulação de suco com polpa, em que se deseja controlar a vazão volumétrica de forma estável.
Além disso, todos os sinais devem ser integrados a um sistema supervisório via protocolo digital para rastreabilidade.
Considerando os conceitos de instrumentação industrial e as características dos sensores, a combinação de tecnologias mais adequada para atender a essas necessidades é:
Uma indústria alimentícia está automatizando sua linha de envase para diferentes produtos:
● Tanques metálicos de leite, nos quais é necessário medir com precisão a temperatura do líquido em regime contínuo.
● Silo plástico de grãos, onde deve ser feito o monitoramento de nível.
● Tubulação de suco com polpa, em que se deseja controlar a vazão volumétrica de forma estável.
Além disso, todos os sinais devem ser integrados a um sistema supervisório via protocolo digital para rastreabilidade.
Considerando os conceitos de instrumentação industrial e as características dos sensores, a combinação de tecnologias mais adequada para atender a essas necessidades é:
Q3680361
Automação
Em uma linha de produção automatizada de uma indústria de laticínios, são empregados sensores de
proximidade indutivos para a detecção de tampas metálicas e solenóides eletromagnéticos para o acionamento
de válvulas pneumáticas. O supervisor de manutenção observou que, após a instalação de um inversor de
frequência em um motor próximo, alguns sensores apresentaram leituras instáveis e, em certos momentos, os
solenóides não conseguiam acionar as válvulas corretamente.
Com base nos princípios do eletromagnetismo aplicados à automação industrial, assinale a opção que melhor explica o fenômeno e apresenta a medida técnica mais adequada para corrigir o problema.
Com base nos princípios do eletromagnetismo aplicados à automação industrial, assinale a opção que melhor explica o fenômeno e apresenta a medida técnica mais adequada para corrigir o problema.
Q3680360
Automação
Em uma linha de produção de chapas metálicas, uma prensa pneumática foi projetada com avanço rápido
seguido de prensagem. O cilindro pneumático de dupla ação C1 é responsável por deslocar rapidamente a
ferramenta até a posição de contato com a peça. Quando o cilindro pneumático atinge o fim de curso FC2, a
válvula V2 é atuada e comanda o cilindro C2, iniciando a prensagem. O retorno do ciclo é feito pelo avanço do
cilindro C2, que, ao chegar em sua posição final, aciona outro sensor pneumático FC1, liberando o retorno do
cilindro pneumático C1.
O diagrama a seguir apresenta a montagem simplificada deste sistema.
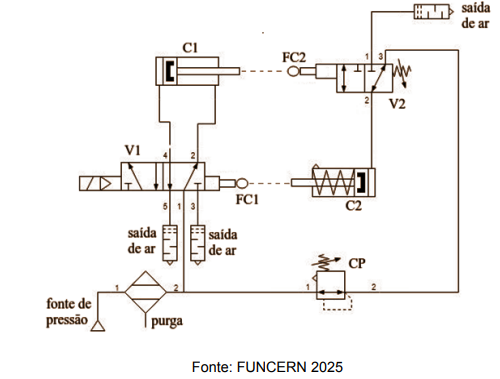
Onde:
● V1 é uma válvula pneumática com acionamento elétrico e desacionamento mecânico por uma chave fim de curso FC1.
● V2 é uma válvula pneumática com acionamento por uma chave fim de curso FC2 e retorno por mola.
● C1 e C2 são cilindros pneumáticos.
● CP é uma válvula reguladora de pressão e de vazão, que também permite controlar a velocidade do cilindro C2.
Considerando a situação exposta, a opção que representa corretamente o comportamento do sistema é:
O diagrama a seguir apresenta a montagem simplificada deste sistema.
Onde:
● V1 é uma válvula pneumática com acionamento elétrico e desacionamento mecânico por uma chave fim de curso FC1.
● V2 é uma válvula pneumática com acionamento por uma chave fim de curso FC2 e retorno por mola.
● C1 e C2 são cilindros pneumáticos.
● CP é uma válvula reguladora de pressão e de vazão, que também permite controlar a velocidade do cilindro C2.
Considerando a situação exposta, a opção que representa corretamente o comportamento do sistema é:
Q3680359
Automação
Analise a situação a seguir.
Uma planta de envase de bebidas está em processo de modernização de sua instrumentação. Atualmente, os sensores de nível e temperatura dos tanques estão conectados a um CLP central, por meio de sinais analógicos no padrão 4-20 mA, com cabeamento ponto a ponto. Para reduzir custos de fiação, melhorar a confiabilidade e permitir diagnóstico remoto, a empresa decidiu migrar para uma rede de comunicação digital industrial.
Durante a fase de projeto, foram levantadas as seguintes necessidades:
● Integração de sensores inteligentes com endereçamento individual. ● Suporte para a topologia em barramento para reduzir cabeamento. ● Comunicação determinística e robusta contra interferências eletromagnéticas. ● Possibilidade de futura integração com sistemas supervisórios via Ethernet industrial. ● Implementação de boas práticas de cibersegurança para proteger o tráfego de dados.
Com base nessas informações, assinale a opção mais adequada para o cenário descrito.
Uma planta de envase de bebidas está em processo de modernização de sua instrumentação. Atualmente, os sensores de nível e temperatura dos tanques estão conectados a um CLP central, por meio de sinais analógicos no padrão 4-20 mA, com cabeamento ponto a ponto. Para reduzir custos de fiação, melhorar a confiabilidade e permitir diagnóstico remoto, a empresa decidiu migrar para uma rede de comunicação digital industrial.
Durante a fase de projeto, foram levantadas as seguintes necessidades:
● Integração de sensores inteligentes com endereçamento individual. ● Suporte para a topologia em barramento para reduzir cabeamento. ● Comunicação determinística e robusta contra interferências eletromagnéticas. ● Possibilidade de futura integração com sistemas supervisórios via Ethernet industrial. ● Implementação de boas práticas de cibersegurança para proteger o tráfego de dados.
Com base nessas informações, assinale a opção mais adequada para o cenário descrito.
Q3680358
Automação
Em uma indústria petroquímica, o controle de segurança de um reator depende da leitura de temperatura
obtida por um sensor RTD (resistência dependente da temperatura) Pt100. O sensor está conectado a um
transmissor inteligente, que realiza o condicionamento do sinal e envia os dados ao sistema supervisório via
protocolo HART.
Durante uma rotina de calibração, observou-se que:
● A temperatura real (padrão de referência) era de 250,0 °C. ● O RTD apresentava um erro sistemático de +0,6 °C devido ao desvio de calibração. ● O transmissor possui uma não linearidade de ±0,2 % do alcance. A faixa de medição configurada é de 0 a 500 °C. ● O sistema supervisório exibe diretamente o valor transmitido, sem correções adicionais.
Com base nesses dados, determine a indicação central de temperatura no supervisório e a faixa de valores possíveis devido a não linearidade do transmissor e assinale a opção correta.
Durante uma rotina de calibração, observou-se que:
● A temperatura real (padrão de referência) era de 250,0 °C. ● O RTD apresentava um erro sistemático de +0,6 °C devido ao desvio de calibração. ● O transmissor possui uma não linearidade de ±0,2 % do alcance. A faixa de medição configurada é de 0 a 500 °C. ● O sistema supervisório exibe diretamente o valor transmitido, sem correções adicionais.
Com base nesses dados, determine a indicação central de temperatura no supervisório e a faixa de valores possíveis devido a não linearidade do transmissor e assinale a opção correta.
Q3680357
Engenharia de Automação
Em uma linha de envase de bebidas, o controle da vazão de líquido em garrafas é feito por uma válvula
motorizada, cuja abertura é comandada por um controlador automático. O sistema pode ser representado por
um diagrama de blocos simplificado na figura a seguir, no qual o controlador C(s) atua sobre a válvula (atuador)
e esta influencia a dinâmica do fluxo, representada pela planta G(s). A medição da vazão é realizada por um
sensor com dinâmica própria H(s).
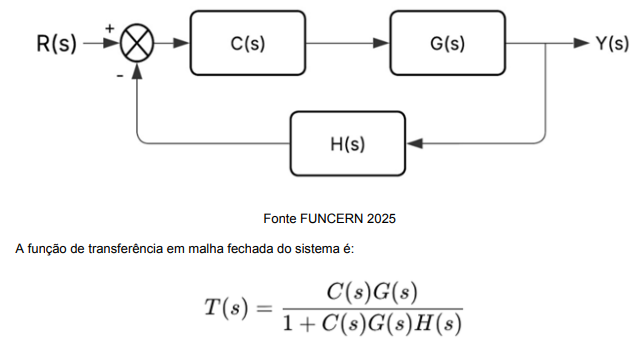
Com base no exposto, assinale a opção correta.
Com base no exposto, assinale a opção correta.
Q3680356
Automação
Uma indústria química possui um reator contínuo altamente não linear, sensível a variações na concentração
da matéria-prima e às oscilações na pressão da linha de alimentação. A planta apresenta múltiplas variáveis de
entrada e saída, interdependentes entre si. Inicialmente, a equipe de engenharia operava o reator sem controle
automático, ajustando manualmente as válvulas de alimentação. Contudo, devido às instabilidades do
processo e à necessidade de manter qualidade uniforme do produto, optou-se pela implementação de
estratégias mais avançadas de controle.
Considere o contexto descrito e os conceitos fundamentais de sistemas de controle: malha aberta x malha fechada, feedback, SISO (única entrada e única saída) e MIMO (múltiplas entradas e múltiplas saídas), estabilidade, regimes transitório e permanente, bem como controladores (clássicos e inteligentes). Assinale a opção que representa a análise mais adequada sobre o caso.
Considere o contexto descrito e os conceitos fundamentais de sistemas de controle: malha aberta x malha fechada, feedback, SISO (única entrada e única saída) e MIMO (múltiplas entradas e múltiplas saídas), estabilidade, regimes transitório e permanente, bem como controladores (clássicos e inteligentes). Assinale a opção que representa a análise mais adequada sobre o caso.
Q3680355
Automação
Um transmissor de pressão está conectado a uma entrada analógica de um Controlador Lógico Programável
(CLP) com sinal padronizado de 4 a 20 mA. O transmissor foi calibrado de forma que 4 mA equivale a 4 bar,
enquanto 10 mA equivale a 10 bar, com relação linear entre o valor medido e o sinal de corrente. Os valores
mínimo e máximo da variável interna associada ao transmissor de pressão são, respectivamente, 0 e 65.535.
Sabendo que a pressão medida no transmissor é de 7,2 bar, o valor inteiro da variável do CLP associada à
entrada analógica é:
Q3680354
Automação
Na figura (a) a seguir, é mostrado o circuito de um retificador controlado. Em (b), é representado o sinal no gate
do tiristor, gerado pelo circuito de controle e sincronizado com o sinal da fonte de tensão senoidal (Vs).
Considerar: π = 3, 14; √2 = 1, 41 ; √3 = 1, 73 ; sen(30°) = 1/2 ; cos(30°) = √3/2 .

Admita que todos os dispositivos são ideais e que as correntes iG e iR são suficientemente adequadas para, respectivamente, acionar o tiristor e mantê-lo em zona de condução em cada semiciclo positivo do sinal de entrada. O valor da tensão eficaz, no sinal fornecido pela fonte (Vs), é igual a 220 V. Considerando que o ângulo de disparo α do sinal de controle do tiristor é igual a 30°, o valor da tensão média entre os terminais do resistor (Vo) é, aproximadamente
Considerar: π = 3, 14; √2 = 1, 41 ; √3 = 1, 73 ; sen(30°) = 1/2 ; cos(30°) = √3/2 .
Admita que todos os dispositivos são ideais e que as correntes iG e iR são suficientemente adequadas para, respectivamente, acionar o tiristor e mantê-lo em zona de condução em cada semiciclo positivo do sinal de entrada. O valor da tensão eficaz, no sinal fornecido pela fonte (Vs), é igual a 220 V. Considerando que o ângulo de disparo α do sinal de controle do tiristor é igual a 30°, o valor da tensão média entre os terminais do resistor (Vo) é, aproximadamente
Q3680353
Automação
A Internet das Coisas Industrial (IIoT) é um paradigma central da Indústria 4.0, no qual tecnologias emergentes
são aplicadas para aumentar a eficiência e a segurança dos processos produtivos. Como exemplo, pode-se
destacar o uso de sensores inteligentes baseados em microcontroladores com extra baixo consumo de
energia, que transmitem dados da planta para servidores em Computação em Nuvem, utilizando redes de
longo alcance e baixo consumo de energia (LPWAN). É classificado como LPWAN o protocolo de comunicação