Questões de Concurso
Para tecnologista júnior i - projetos mecânicos e processos de fabricação mecânica
Foram encontradas 105 questões
Resolva questões gratuitamente!
Junte-se a mais de 4 milhões de concurseiros!
Q3853106
Contabilidade de Custos
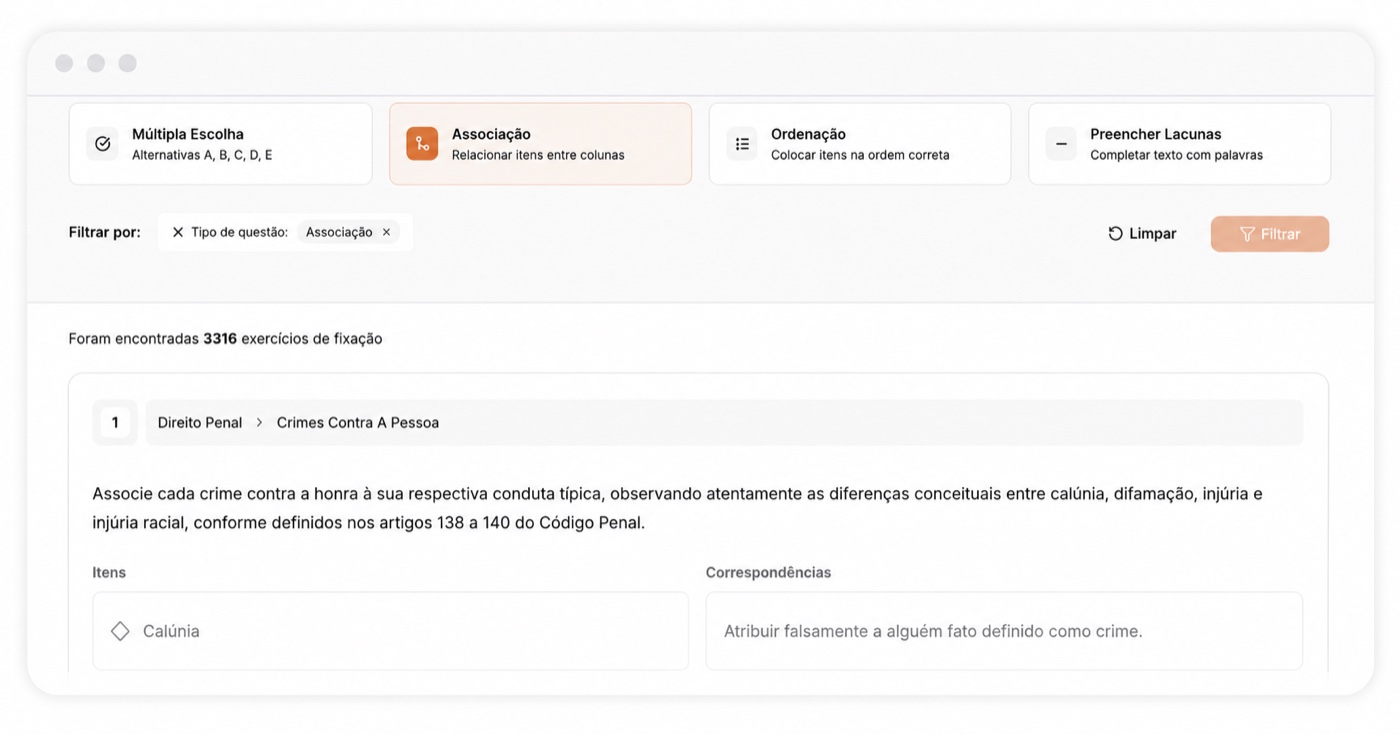
Uma indústria mecânica de precisão fabrica dois componentes
principais, "Engrenagem A" e "Pistão B", conforme dados
apresentados na Tabela abaixo. A empresa incorre em custos fixos
de fabricação (depreciação de maquinário CNC, supervisão de
fábrica e manutenção) de R$ 360.000,00 no período.
Pelo método de custeio por absorção, os valores unitários dos componentes Engrenagem A e Pistão B são, em reais, respectivamente:
Pelo método de custeio por absorção, os valores unitários dos componentes Engrenagem A e Pistão B são, em reais, respectivamente:
Q3853105
Engenharia Mecânica
O Sistema Toyota de Produção (STP), ou Manufatura Enxuta, é
uma filosofia de gestão focada na eliminação sistemática de
desperdícios (Muda), no fluxo contínuo e na maximização do valor
para o cliente. Isso é alcançado através de pilares fundamentais
como o Just-in-Time (JIT) e o Jidoka (autonomação).
Para implementar e sustentar essa filosofia, o STP depende de um conjunto integrado de práticas e ferramentas de planejamento e controle.
Todas as opções a seguir apresentam técnicas ou conceitos fundamentais do Sistema Toyota de Produção, a exceção de uma. Assinale-a.
Para implementar e sustentar essa filosofia, o STP depende de um conjunto integrado de práticas e ferramentas de planejamento e controle.
Todas as opções a seguir apresentam técnicas ou conceitos fundamentais do Sistema Toyota de Produção, a exceção de uma. Assinale-a.
Q3853104
Engenharia de Produção
A alta administração de uma companhia industrial convocou a
liderança técnica do setor de produção para uma reunião. Foi
demandado que esse time desenvolvesse um documento
consolidado, apresentando os indicadores de performance (KPIs)
de suas respectivas áreas. Além disso, o documento deveria incluir
uma análise integrada, mostrando como esses indicadores
setoriais se conectam aos resultados globais da empresa.
Considerando as etapas necessárias para a elaboração deste documento, todas as atividades listadas nas opções a seguir o são esperadas, à exceção de uma. Assinale-a
Considerando as etapas necessárias para a elaboração deste documento, todas as atividades listadas nas opções a seguir o são esperadas, à exceção de uma. Assinale-a
Q3853103
Estatística
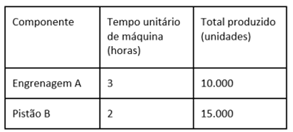
A MetalMec Indústria de Componentes especializada na produção
de eixos e componentes metálicos de precisão, identificou
aumento no número de peças rejeitadas em suas máquinas CNC.
Um inspetor de qualidade coletou, durante 10 dias, dados sobre a
temperatura média das máquinas (°C) e o número de peças
rejeitadas por dia, obtendo o seguinte gráfico de dispersão.
Com base na situação apresentada, analise as afirmações a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) Existe uma correlação positiva forte entre a temperatura da máquina e o número de peças rejeitadas.
( ) É possível aplicar um modelo matemático para prever o número de peças rejeitadas em função da temperatura, criando-se uma equação y= a + bx, sendo y a temperatura e x o número de peças rejeitadas.
( ) A causa do aumento de peças rejeitadas é necessariamente a temperatura, e outros fatores podem ser ignorados. (
( ) Uma análise de regressão linear poderia quantificar o impacto da temperatura sobre o índice de rejeição, permitindo ações preventivas mais precisas.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Com base na situação apresentada, analise as afirmações a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) Existe uma correlação positiva forte entre a temperatura da máquina e o número de peças rejeitadas.
( ) É possível aplicar um modelo matemático para prever o número de peças rejeitadas em função da temperatura, criando-se uma equação y= a + bx, sendo y a temperatura e x o número de peças rejeitadas.
( ) A causa do aumento de peças rejeitadas é necessariamente a temperatura, e outros fatores podem ser ignorados. (
( ) Uma análise de regressão linear poderia quantificar o impacto da temperatura sobre o índice de rejeição, permitindo ações preventivas mais precisas.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Q3853102
Engenharia Mecânica
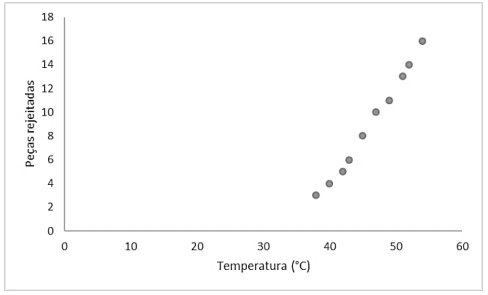
A empresa METALTEX Soluções em Usinagem, visando otimizar a
eficiência de sua linha de produção e reduzir o tempo de
inatividade das suas máquinas de Comando Numérico
Computadorizado (CNC), elaborou o fluxograma apresentado. Este
diagrama tem como finalidade padronizar as etapas críticas, desde
o recebimento de um pedido até a expedição da peça acabada,
garantindo o pronto atendimento ao cliente e o controle de
qualidade em cada ciclo de usinagem.
A respeito do fluxograma apresentado, analise as afirmações a seguir:
I. A etapa “Cliente irá aguardar?” representa uma tomada de decisão do cliente, porém o símbolo utilizado é inadequado, devendo ser substituído por um símbolo que indique uma atividade que precisa ser executada.
II. Para que o fluxograma corresponda à realidade dos procedimentos, o símbolo utilizado na etapa “Realizar a usinagem da peça” deve ser substituído por um símbolo que indica espera, mudança que resultará em fluxo que se desenvolve sem anormalidades.
III. A etapa “Informar ao cliente a falta do produto e o prazo de entrega” corresponde a uma informação prestada pela empresa ao cliente e, portanto, o símbolo utilizado produzirá o mesmo efeito se alterado para o símbolo utilizado na tarefa que avalia se o produto está disponível.
IV. Considerando que o cliente tenha decidido aguardar a entrega do produto, os termos da etapa “Receber ordem de fabricação” podem ser mantidos, sendo impróprio alterá-los para “Receber o produto”, uma vez que o processo do fluxograma deverá ser reiniciado.
É correto apenas o que se afirma em
A respeito do fluxograma apresentado, analise as afirmações a seguir:
I. A etapa “Cliente irá aguardar?” representa uma tomada de decisão do cliente, porém o símbolo utilizado é inadequado, devendo ser substituído por um símbolo que indique uma atividade que precisa ser executada.
II. Para que o fluxograma corresponda à realidade dos procedimentos, o símbolo utilizado na etapa “Realizar a usinagem da peça” deve ser substituído por um símbolo que indica espera, mudança que resultará em fluxo que se desenvolve sem anormalidades.
III. A etapa “Informar ao cliente a falta do produto e o prazo de entrega” corresponde a uma informação prestada pela empresa ao cliente e, portanto, o símbolo utilizado produzirá o mesmo efeito se alterado para o símbolo utilizado na tarefa que avalia se o produto está disponível.
IV. Considerando que o cliente tenha decidido aguardar a entrega do produto, os termos da etapa “Receber ordem de fabricação” podem ser mantidos, sendo impróprio alterá-los para “Receber o produto”, uma vez que o processo do fluxograma deverá ser reiniciado.
É correto apenas o que se afirma em
Q3853101
Mecânica
Produção Enxuta (Lean Manufacturing) é uma filosofia de gestão
que busca maximizar o valor para o cliente e minimizar o
desperdício. O Sistema Toyota de Produção (STP), base do Lean,
utiliza o Sistema Puxado como um de seus pilares para evitar a
superprodução.
Uma oficina de usinagem que adota o Sistema Puxado de planejamento e controle da produção, como parte da sua filosofia Lean, está optando por um processo produtivo em que
Uma oficina de usinagem que adota o Sistema Puxado de planejamento e controle da produção, como parte da sua filosofia Lean, está optando por um processo produtivo em que
Q3853100
Engenharia de Produção
Ana Clara é responsável por reestruturar o sistema de produção
de uma metalúrgica que fabrica componentes altamente
especializados, como eixos e flanges, em pequenas e médias
quantidades. Essa operação exige o controle simultâneo de
diversas Ordens de Fabricação (OFs) e a constante reprogramação
dos Centros de Usinagem CNC, o que resulta em um ambiente
produtivo complexo e em um fluxo de informações fortemente
dependente de documentos técnicos específicos de cada OF.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
Q3853099
Engenharia de Produção
Uma indústria metalúrgica está avaliando a aquisição de um dos
dois novos sistemas de usinagem, que produzirão uma peça para
a linha de montagem. Para tomar essa decisão, o gestor de
produção e custos precisa analisar o ponto de equilíbrio
econômico de cada equipamento e verificar como eles se adaptam
às ferramentas de Controle Estatístico da Qualidade (CEQ) já
utilizadas na fábrica.
A seguir, tem-se a relação dos custos para os dois sistemas:
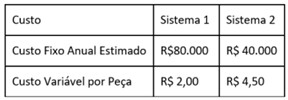
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
A seguir, tem-se a relação dos custos para os dois sistemas:
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
Q3853098
Engenharia de Produção
A gestão estratégica da produção e operações exige que os
gerentes implementem sistemas de planejamento, programação e
controle (PCP) que sejam integrados e alinhados aos objetivos
organizacionais. A escolha de ferramentas e metodologias, como
Lean Manufacturing, Teoria das Restrições (TOC) e as técnicas de
arranjo físico, impacta diretamente a eficiência e a capacidade de
resposta da cadeia de suprimentos.
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Q3853097
Administração de Recursos Materiais
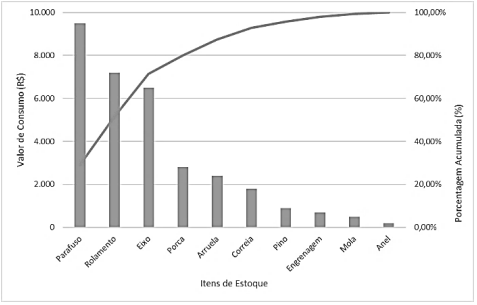
Uma empresa do setor metalmecânico realizou a Classificação ABC
dos itens de seu almoxarifado com base no valor de consumo
anual (R$).
O gráfico de Pareto a seguir mostra o resultado obtido:
Com base nas informações apresentadas, analise os itens a seguir:
I. Os itens classificados como A são aqueles que, apesar de representarem pequena quantidade, concentram cerca de 80% do valor total de consumo.
II. Os itens C são os de menor valor de consumo, porém geralmente em grande quantidade e com controle mais simples.
III. O Gráfico de Pareto é a ferramenta gráfica utilizada para representar visualmente a Classificação ABC.
IV. A Classificação ABC é uma técnica de previsão de demanda, empregada para estimar o consumo futuro de materiais.
É correto apenas o que se afirma em
O gráfico de Pareto a seguir mostra o resultado obtido:
Com base nas informações apresentadas, analise os itens a seguir:
I. Os itens classificados como A são aqueles que, apesar de representarem pequena quantidade, concentram cerca de 80% do valor total de consumo.
II. Os itens C são os de menor valor de consumo, porém geralmente em grande quantidade e com controle mais simples.
III. O Gráfico de Pareto é a ferramenta gráfica utilizada para representar visualmente a Classificação ABC.
IV. A Classificação ABC é uma técnica de previsão de demanda, empregada para estimar o consumo futuro de materiais.
É correto apenas o que se afirma em
Q3853096
Engenharia de Qualidade
Uma empresa metalmecânica fabrica eixos usinados com
diâmetro nominal de 50 mm, admitindo uma tolerância de ±0,2
mm.
Durante a inspeção, observou-se aumento no número de peças rejeitadas. O setor de qualidade realizou medições em 50 unidades, obtendo o seguinte histograma de distribuição de diâmetros.
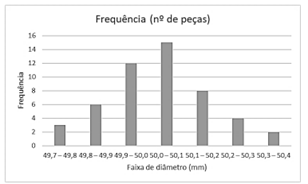
Com base na análise do histograma e nos conceitos de controle estatístico do processo, analise os itens a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) A assimetria à direita indica que a média do processo está deslocada acima do valor nominal, o que sugere a presença de causas especiais de variação.
( ) A presença de peças com diâmetro superior a 50,2 mm implica que o processo não é capaz (Cp < 1) de atender aos limites de especificação.
( ) A calibração da máquina e o controle térmico são ações corretivas, aplicadas após a detecção do problema.
( ) O histograma é uma ferramenta da qualidade utilizada para visualizar a distribuição e dispersão dos dados do processo produtivo.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Durante a inspeção, observou-se aumento no número de peças rejeitadas. O setor de qualidade realizou medições em 50 unidades, obtendo o seguinte histograma de distribuição de diâmetros.
Com base na análise do histograma e nos conceitos de controle estatístico do processo, analise os itens a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) A assimetria à direita indica que a média do processo está deslocada acima do valor nominal, o que sugere a presença de causas especiais de variação.
( ) A presença de peças com diâmetro superior a 50,2 mm implica que o processo não é capaz (Cp < 1) de atender aos limites de especificação.
( ) A calibração da máquina e o controle térmico são ações corretivas, aplicadas após a detecção do problema.
( ) O histograma é uma ferramenta da qualidade utilizada para visualizar a distribuição e dispersão dos dados do processo produtivo.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Q3853095
Estatística
Em uma indústria de componentes usinados, a gerente de
Qualidade monitora o diâmetro crítico de um lote de eixos por
meio do Gráfico de Controle Estatístico de Processo (CEP)
apresentado a seguir:
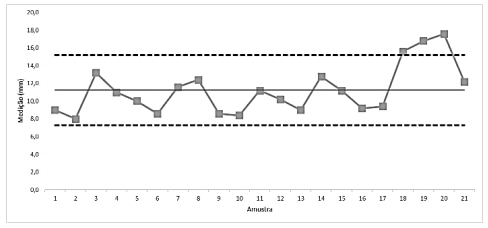
Com base no gráfico apresentado, analise os itens a seguir:
I. O processo pode ser considerado estável até a medição 17, pois, neste intervalo, a variabilidade está contida dentro dos limites de controle, indicando que apenas as causas comuns inerentes ao processo estão em atuação.
II. As variações observadas nas medições 18, 19 e 20 são evidências da ocorrência de causas especiais, que não pertencem ao contexto usual do processo, tornando-o instável e exigindo a intervenção do operador ou supervisor para correção imediata.
III. De acordo com os princípios do CEP (Controle por Prevenção), as anomalias detectadas entre as medições 18 e 20 devem ser tratadas por meio de uma inspeção após a conclusão de todo o ciclo produtivo, para comparação com as especificações e subsequente rejeição ou retrabalho.
Está correto o que se afirma em
Com base no gráfico apresentado, analise os itens a seguir:
I. O processo pode ser considerado estável até a medição 17, pois, neste intervalo, a variabilidade está contida dentro dos limites de controle, indicando que apenas as causas comuns inerentes ao processo estão em atuação.
II. As variações observadas nas medições 18, 19 e 20 são evidências da ocorrência de causas especiais, que não pertencem ao contexto usual do processo, tornando-o instável e exigindo a intervenção do operador ou supervisor para correção imediata.
III. De acordo com os princípios do CEP (Controle por Prevenção), as anomalias detectadas entre as medições 18 e 20 devem ser tratadas por meio de uma inspeção após a conclusão de todo o ciclo produtivo, para comparação com as especificações e subsequente rejeição ou retrabalho.
Está correto o que se afirma em
Q3853094
Engenharia de Produção
Marcela atua como técnica na Metalúrgica UsinaPrime, sendo
responsável por otimizar a linha de fabricação de engrenagens e
mancais de precisão. Atualmente, a fábrica opera com um arranjo
físico departamental, onde todos os tornos CNC estão em um setor
e todas as retificadoras em outro, resultando em longos tempos
de transporte, filas de espera (alto Estoque em Processo – WIP) e
dificuldade em rastrear o fluxo de produção.
Marcela propõe a transição para um arranjo físico celular, utilizando o agrupamento de máquinas e recursos com base nas famílias de peças, com o objetivo de reduzir o lead time e o WIP. Para que as células funcionem de maneira autônoma, minimizando a movimentação externa, o estudo de fluxo indicou a necessidade de alocar máquinas de diferentes funções (torno, fresa e retífica) dentro da mesma célula, mesmo que algumas máquinas não sejam utilizadas em tempo integral.
Avaliando a transição proposta para o Arranjo Celular e seus desafios estratégicos na Fabricação Mecânica, assinale a opção que representa o principal trade-off e o risco financeiro associado a esta mudança de layout.
Marcela propõe a transição para um arranjo físico celular, utilizando o agrupamento de máquinas e recursos com base nas famílias de peças, com o objetivo de reduzir o lead time e o WIP. Para que as células funcionem de maneira autônoma, minimizando a movimentação externa, o estudo de fluxo indicou a necessidade de alocar máquinas de diferentes funções (torno, fresa e retífica) dentro da mesma célula, mesmo que algumas máquinas não sejam utilizadas em tempo integral.
Avaliando a transição proposta para o Arranjo Celular e seus desafios estratégicos na Fabricação Mecânica, assinale a opção que representa o principal trade-off e o risco financeiro associado a esta mudança de layout.
Q3853093
Engenharia de Produção
O setor de planejamento e controle da produção (PCP) da
Usinagem Precisa Ltda. preparou uma previsão de utilização de
pinos roscados M10, um componente crítico para a montagem
final de um conjunto mecânico. Os dados de previsão de utilização,
apresentados na tabela a seguir (ainda incompleta), cobrem as
próximas cinco semanas.
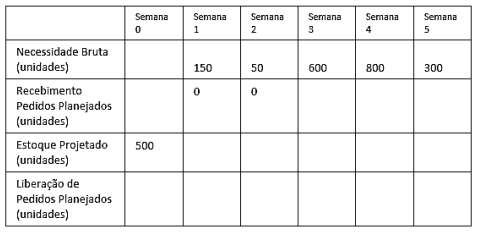
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Q3853092
Mecânica
O controle de custos de uma empresa é fundamental para a
determinação do resultado financeiro. No setor de suprimentos, o
monitoramento do valor investido nos estoques é feito através de
diferentes métodos de custeio. Renata, responsável pela
contabilidade de custos da TecnoPeças Industriais Ltda., utiliza
uma ficha de controle de estoques para monitorar as entradas
(compras) e saídas (vendas para produção) do componente crítico
"Válvula Reguladora W5".
A tabela a seguir apresenta as movimentações do componente durante o mês de março:
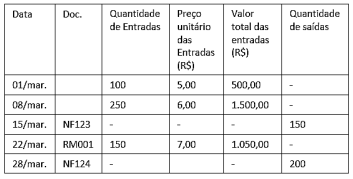
Notas Explicativas: NF = Nota Fiscal (Compra); RM = Requisição de Material (Consumo/Saída).
Com base nas movimentações registradas, e considerando o valor do saldo inicial, analise as afirmativas a seguir sobre o valor do estoque final em 31 de março:
I. Considerando-se o método do Custo Médio Ponderado, o valor do estoque ao final de março é de R$ 975,00.
II. Considerando-se o método PEPS (Primeiro que Entra, Primeiro que Sai), o valor do estoque ao final de março é de R$ 1.050,00.
III. Considerando-se o método UEPS (Último que Entra, Primeiro que Sai), o valor do estoque ao final de março é de R$ 900,00.
É correto o que se afirma em
A tabela a seguir apresenta as movimentações do componente durante o mês de março:
Notas Explicativas: NF = Nota Fiscal (Compra); RM = Requisição de Material (Consumo/Saída).
Com base nas movimentações registradas, e considerando o valor do saldo inicial, analise as afirmativas a seguir sobre o valor do estoque final em 31 de março:
I. Considerando-se o método do Custo Médio Ponderado, o valor do estoque ao final de março é de R$ 975,00.
II. Considerando-se o método PEPS (Primeiro que Entra, Primeiro que Sai), o valor do estoque ao final de março é de R$ 1.050,00.
III. Considerando-se o método UEPS (Último que Entra, Primeiro que Sai), o valor do estoque ao final de março é de R$ 900,00.
É correto o que se afirma em
Q3853091
Engenharia Mecânica
Uma equipe de manutenção precisa realizar o reparo por
soldagem em um componente crítico fabricado em aço de alto
teor de carbono (C > 0,5%) e de grande espessura. A experiência
anterior com este material mostrou alta incidência de trincas na
Zona Termicamente Afetada (ZTA) após a soldagem. O engenheiro
responsável, visando mitigar este problema, revisa os
procedimentos operacionais com base nas propriedades do
material e nos efeitos da ZTA.
Assinale a opção que descreve a estratégia de controle térmico e de consumível mais adequada para garantir a integridade da solda.
Assinale a opção que descreve a estratégia de controle térmico e de consumível mais adequada para garantir a integridade da solda.
Q3853090
Engenharia Mecânica
Tratamentos térmicos são processos aplicados aos metais,
especialmente nos aços, com o objetivo de alterar suas
propriedades mecânicas e estruturais.
Quanto aos tratamentos térmicos, é incorreto afirmar que
Quanto aos tratamentos térmicos, é incorreto afirmar que
Q3853089
Engenharia Mecânica
Os processos de conformação mecânica podem ser classificados
quanto à temperatura de trabalho.
Considerando um aço com temperatura de fusão de 1500 °C, sendo conformado a 810 °C, assinale a opção correta:
Considerando um aço com temperatura de fusão de 1500 °C, sendo conformado a 810 °C, assinale a opção correta:
Q3853088
Mecânica
A Norma ISO 513 (2012) estabelece um sistema padronizado de
classificação para insertos de metal duro e outros materiais de
corte. Cada inserto é identificado por uma letra e uma cor, que
indicam o grupo de aplicação do material a ser usinado. O uso da
letra e da cor tem o objetivo de permitir a identificação rápida e
padronizada do tipo de material, garantindo que operadores e
fabricantes em qualquer lugar do mundo possam reconhecer o
grupo de aplicação do inserto sem ambiguidades.
Considerando essa padronização, assinale a opção correta.
Considerando essa padronização, assinale a opção correta.
Q3853087
Engenharia Mecânica
Na usinagem, a força de corte (Fc) pode ser obtida multiplicando a
pressão específica de corte (ks) pela área de seção de corte (A).
Essa área, por sua vez, pode ser obtida pelo produto do avanço (f)
pela profundidade de usinagem (ap). Portanto, a força de corte
pode ser expressa por:
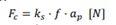
Considere que uma mesma ferramenta usine um mesmo aço em duas condições:
Condição 1: f = 0,1 mm/rev, ap = 0,8 mm
Condição 2: f = 0,8 mm/rev, ap = 0,1 mm
Assinale a opção correta.
Considere que uma mesma ferramenta usine um mesmo aço em duas condições:
Condição 1: f = 0,1 mm/rev, ap = 0,8 mm
Condição 2: f = 0,8 mm/rev, ap = 0,1 mm
Assinale a opção correta.